
想要知道無縫方管濾水管來圖加工定制產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:無縫方管濾水管來圖加工定制的圖文介紹


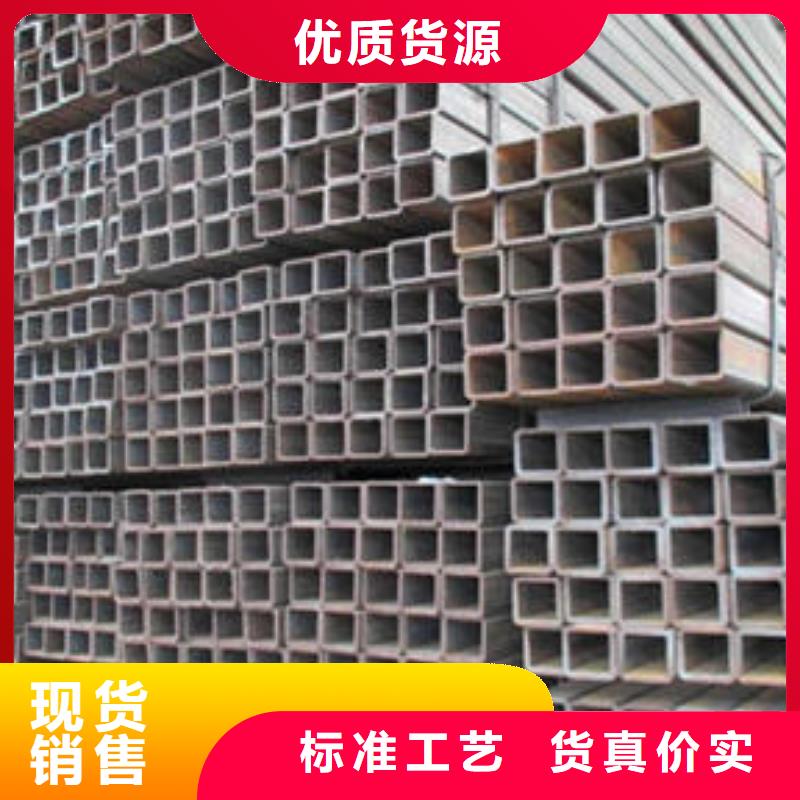
基于無縫方矩管結構的無縫方矩管換熱器具有固結性好、適應性強、材料選擇廣泛、制造方便、生產成本低等優點。廣泛應用于制冷空調、化工、醫藥等行業。過去,中壓鍋爐常采用表面式減熱器對蒸汽參數進行控制。由于原計劃套式減熱器波動有限,過熱蒸汽溫度的持續存在往往成為鍋爐燃料和運行方式變化的制約因素。為了增加表面式減溫器溫度控制的波動,哈爾濱鑫福華焚燒工程公司設計了FH型無縫方矩管減溫器,又稱盤巷管減溫器。這將提供極好的溫度降低。無縫方矩管具有許多優于直管的傳熱特性和結構特性。傳熱系數大于直管傳熱系數,在相同的空間內可獲得較大的傳熱面積,可安裝較長的管道,可減少焊縫,提高性。因此,不銹鋼方管換熱器和蒸汽發生器廣泛應用于電力、化工、航天、核能等領域。
鍍鋅不銹鋼方管通常是紅色的,有些是黃色的,但有些客戶反映給我們鍍鋅不銹鋼方管產品一段時間后會變色,一般是白色的。這是因為鍍鋅不銹鋼方管的組成是由其化學性質決定的,鍍鋅不銹鋼方管主要由鋅組成,很容易與空氣中的氧發生反應,從而氧化成薄膜。為了防止這種事情的發生,我們必須把它保存得很好,并盡可能地把它放在通風干燥的地方。
鍍鋅不銹鋼方管通常是紅色的,有些是黃色的,但有些客戶反映給我們鍍鋅不銹鋼方管產品一段時間后會變色,一般是白色的。這是因為鍍鋅不銹鋼方管的組成是由其化學性質決定的,鍍鋅不銹鋼方管主要由鋅組成,很容易與空氣中的氧發生反應,從而氧化成薄膜。為了防止這種事情的發生,我們必須把它保存得很好,并盡可能地把它放在通風干燥的地方。



實踐證實:選擇銅基合金模具能不銹鋼件表面劃痕、劃傷,降低破損率。另一種材料為高鋁銅基合金模具材料(含鋁13Wt%~16Wt%),這種材料與SUS304無縫方管互溶性小,拉深件和模具之間不粘著,拉深件表面不易產生劃痕劃傷,產品拋光本錢低,在無縫方管拉深成形領域已經獲得成功應用。但是由于這種模具硬度偏低(40HRC~45HRC),常用于生產相對厚度t/D較小的產品。一般拉深1500件~2000件以后在凹模表面輕易產生始于圓角R處呈放射狀拉深棱。氮化硅陶瓷(Si3N4)已成為重要的工程材料,尤其是反應燒結氮化硅陶瓷,具有良好的高低溫力學性能、耐熱沖擊性和化學穩定性,而且可以非常方便地制成外形復雜的零件。可利用陶瓷材料的高硬度、高耐磨性以及高化學穩定性,用反應燒結氮化硅材料模具代替金屬模具拉深SUS304無縫方管。
有時方管坯會出現分層問題,從而導致探傷不合。要這一缺陷,我們可以采取以下三點處理措施:(一)優化緩冷時間:優化方管板坯的緩冷工藝,主要針對堆垛溫度和堆垛持續時間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時間不得超過5min。厚度大于80mm鋼板可適當延長至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時間在12h;厚度大于50mm的鋼板緩冷時間24h,嚴禁提前拆垛精整。
有時方管坯會出現分層問題,從而導致探傷不合。要這一缺陷,我們可以采取以下三點處理措施:(一)優化緩冷時間:優化方管板坯的緩冷工藝,主要針對堆垛溫度和堆垛持續時間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時間不得超過5min。厚度大于80mm鋼板可適當延長至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時間在12h;厚度大于50mm的鋼板緩冷時間24h,嚴禁提前拆垛精整。



盛發金屬制品有限公司在 云南臨滄鍍鋅濾水管生產上始終堅持將科技創新及市場實際需求放在首位。吸取國內外先進技術,致力 云南臨滄鍍鋅濾水管技術攻關,公司引進了先進的 云南臨滄鍍鋅濾水管自動化生產線,使公司產品可以滿足各用戶的要求。 公司擁有技術的科技人員,專業的設備制作人員,工程安裝施工人員,我公司運用現代化的高科技手段,不斷創新,不斷發展,致力于 云南臨滄鍍鋅濾水管新技術的研發和生產。


火焰切割中,常用的可燃性氣體有乙炔、煤氣、天然氣、丙烷等,國外有些廠家還使用MAPP,即:甲烷+乙烷+丙烷。一般來說,燃燒速度快、燃燒值高的氣體適用于薄板切割;燃燒值低、燃燒速度緩慢的可燃性氣體更適用于厚板切割,尤其是厚度在200mm以上的鋼板,如 采用天然氣進行切割,將會得到理想的切割質量,只是切割速度會稍降低一些。相比較而言,乙炔比天然氣要貴得多,對于以前的切割氣來說,乙炔是生產切割中 的主流切割氣,但隨著近兩年天然氣的變革和開發,天然氣從綜合角度來說分析,比乙炔更能得到市場和 的認可,重要一點就是它節能環保。對于它切割速 度稍慢問題,現在有了市場上天然氣增效劑的問世一系列的問題也隨之化解。
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割 速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減慢切割速度來 地改善切割斷面質量,那是辦不到的,只能 使切割斷面質量變差。過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產 生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割 速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減慢切割速度來 地改善切割斷面質量,那是辦不到的,只能 使切割斷面質量變差。過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產 生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。



于要用在重要部位的構件,可運用機器進行打磨,直至其外表亮光如新。在經過預備之后便能開端裝置了,方管的構件的裝置一般離不開吊裝。在進行吊裝時,可經過在構件兩旁栓兩根攬風繩來操控方向。無論是起吊進程仍是調整方向,整個進程都是需求慢慢來的,因為在空中,借力點較少,若速度過快可能導致構件不穩發作磕碰。
裝置時還可經過\"繁化簡\"的辦法將雜亂的部分細化成一個個小個別,再進行全體拼裝,這可以顯著的進步裝置速度,下降難度,進步裝置準確度。
方管在應用為廣泛的行業恐怕非建筑莫屬了,不過,只要我們將方管與建材相互掛鉤,就必然要提到的預應力筋,這主要是由于建筑行業對于鐵絲強度的要求過高造成的。對于預應力筋的構成,很多人并不熟悉,其構成主要是由單根或者成束的鋼絲、鋼絞線或鋼筋組成。有粘結預應力筋是很混凝土直接粘結,亦或是在張拉后通過灌漿使之與混凝土粘結的預應力筋。而無粘結預應力筋是用塑料等涂包預應力鋼材后制作而成的,可以布置在混凝土結構體內或體外,而且需要注意的是它不能與混凝土進行粘結。
裝置時還可經過\"繁化簡\"的辦法將雜亂的部分細化成一個個小個別,再進行全體拼裝,這可以顯著的進步裝置速度,下降難度,進步裝置準確度。
方管在應用為廣泛的行業恐怕非建筑莫屬了,不過,只要我們將方管與建材相互掛鉤,就必然要提到的預應力筋,這主要是由于建筑行業對于鐵絲強度的要求過高造成的。對于預應力筋的構成,很多人并不熟悉,其構成主要是由單根或者成束的鋼絲、鋼絞線或鋼筋組成。有粘結預應力筋是很混凝土直接粘結,亦或是在張拉后通過灌漿使之與混凝土粘結的預應力筋。而無粘結預應力筋是用塑料等涂包預應力鋼材后制作而成的,可以布置在混凝土結構體內或體外,而且需要注意的是它不能與混凝土進行粘結。
