

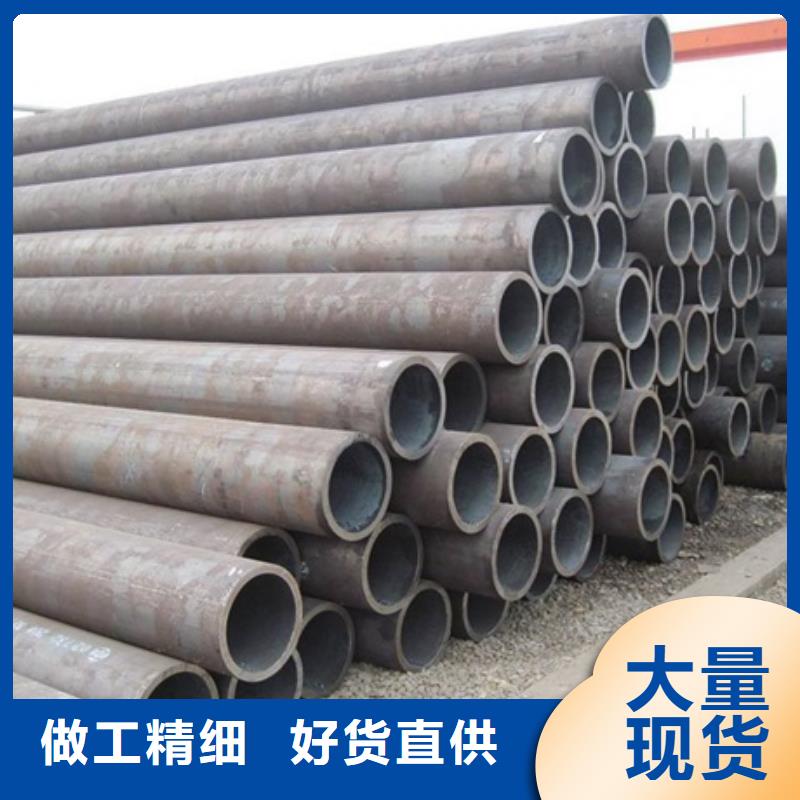
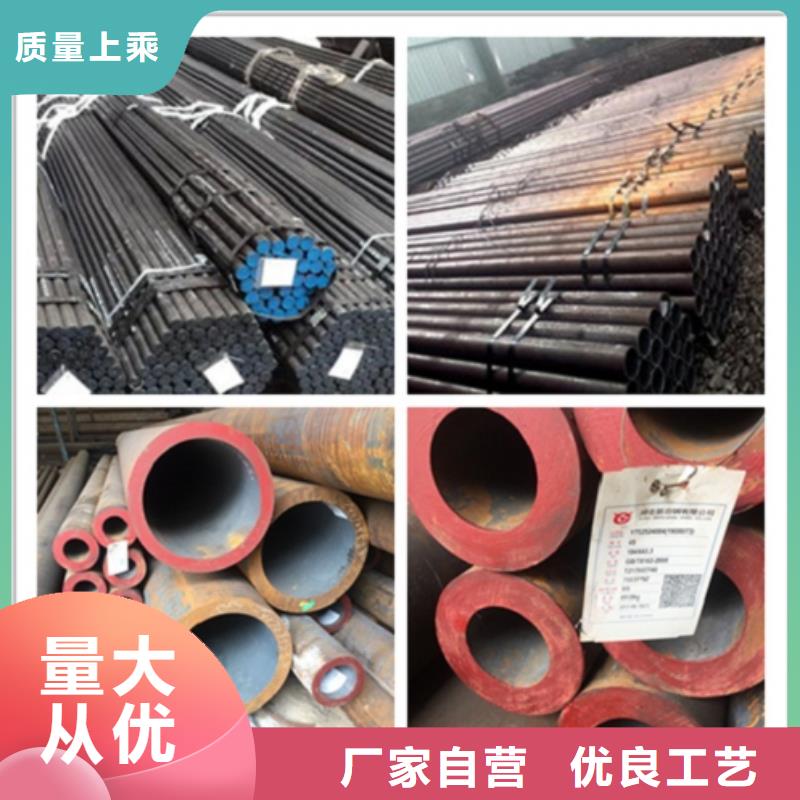

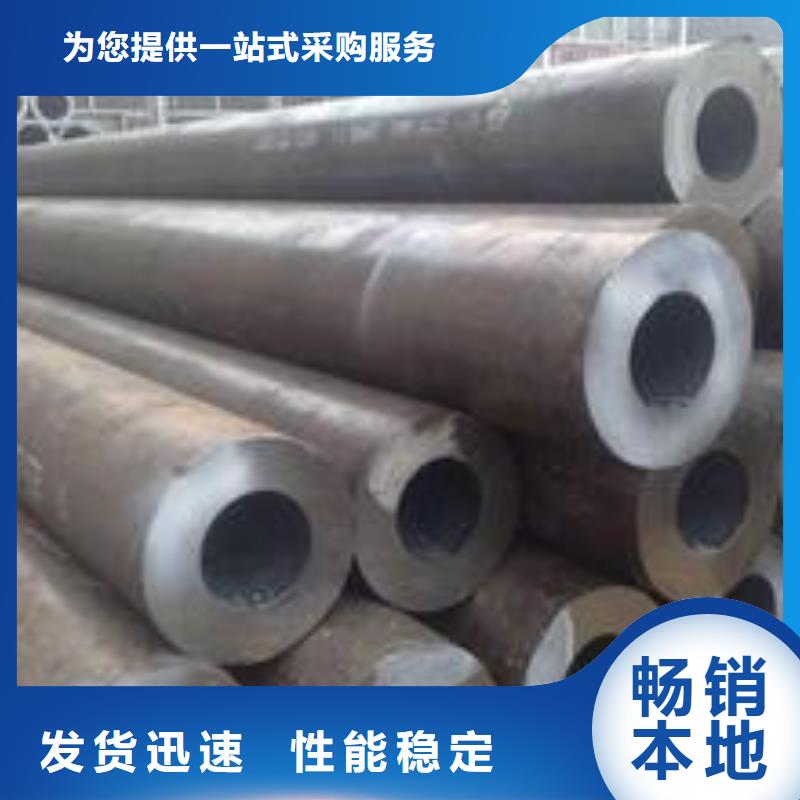
大口徑無(wú)縫鋼管生產(chǎn)(Produce)熱軋方式與無(wú)縫鋼管擠壓方式生產(chǎn)的區(qū)別/哪種比較實(shí)用 無(wú)縫鋼管擠壓方式生產(chǎn)(Produce) 擠壓法是指將金屬坯料置于由擠壓筒、擠壓模和擠壓桿組成的“封閉(fēng bì)”容器內(nèi),由擠壓桿施加壓力(pressure)迫使金屬?gòu)臄D壓模孔流出,而獲得金屬塑性成型(Forming)的方法(method)這是一種歷史悠久的無(wú)縫鋼管制造(zhì zào)方法。厚壁無(wú)縫鋼管按照斷面形狀,無(wú)縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、 帶翅管多種復(fù)雜形狀。根據(jù)擠壓桿施力方向與金屬流動(dòng)方向相對(duì)關(guān)系,擠壓法可分為正擠壓和反擠壓兩種。正擠壓施力方向與金屬流動(dòng)方向一致,反擠壓相反。反擠壓具有擠壓力小、擠壓比大、擠壓速度快、可降低(reduce)擠壓溫度(temperature)、改善擠壓條件(tiáo jiàn)、容易實(shí)現(xiàn)等溫/等壓/等速擠壓、提高產(chǎn)品(Product)組織性能(xìng néng)和尺寸精度(度)、可減少擠壓結(jié)束時(shí)金屬壓余量,提高金屬收得率等優(yōu)點(diǎn);但其操作(operate)相對(duì)不方便,且制品斷面尺寸受擠壓桿尺寸的限制。 大口徑無(wú)縫鋼管生產(chǎn)(Produce)熱軋方式 熱軋無(wú)縫鋼管的生產(chǎn)(Produce)工藝( technology)流程包括坯料軋前準(zhǔn)備、管坯加熱(heating )、穿孔、軋制、定減徑和鋼管冷卻(cooling)、精整等幾個(gè)基本工序。精密無(wú)縫鋼管 直徑達(dá)650mm,小直徑為 0.3mm。根據(jù)用途不同, 有厚壁管和薄壁管。無(wú)縫鋼管主要用做石油地質(zhì)鉆探管、石油化工用的裂化管、鍋 爐管、軸承管以及汽車、拖拉機(jī)、航空用高精度結(jié)構(gòu)鋼管。厚壁無(wú)縫鋼管由整塊金屬制成的,表面上沒有接縫的鋼管,稱為無(wú)縫鋼管。根據(jù)生產(chǎn)方法,無(wú)縫管分熱軋管、冷軋管、冷拔管、擠壓管、頂管等。
縫管貨源充足")
縫管貨源充足")
小口徑無(wú)縫鋼管
縫管貨源充足")
縫管貨源充足")
艾斯特鋼材有限公司堅(jiān)持以優(yōu)質(zhì)的產(chǎn)品、合理的價(jià)格面向客戶,小口徑無(wú)縫鋼管產(chǎn)品遠(yuǎn)銷全國(guó)一直深受廣大客戶的青睞和歡迎,獲得 了廣大用戶朋友的好評(píng)和信賴。我們相信,通過(guò)我們的不斷努力和追求,一定能夠?qū)崿F(xiàn)與客戶的互利共贏!
縫管貨源充足")
12Cr1MoV無(wú)縫管貨源充足
