


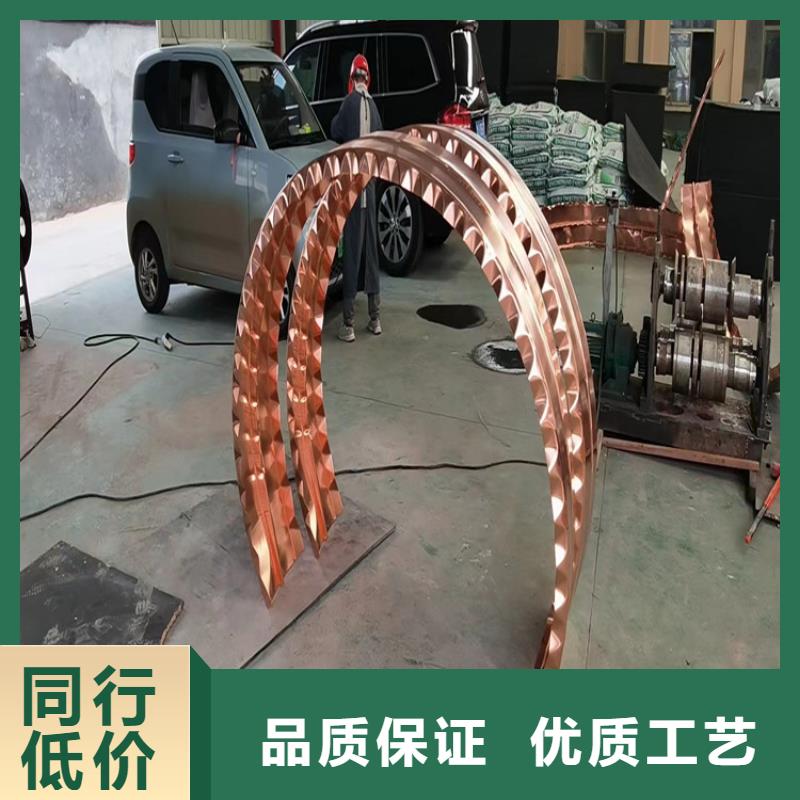


銅止水接頭是在銅止水安裝過程中的斷裂連接處設置。一般而言,麗江止水銅片為了便于銅止水的成型以及運輸,其長度均控制在6米以下(太長容易在加工、運輸過程中變形),因此在實地安裝的過程中,紫銅止水與紫銅止水之間便有縫隙,此處便需根據情況焊接形成銅止水接頭。即這種情況下的接頭,只需要現場焊接即可,無需在工廠加工。
但若項目較大,除了水平方向還有需設置垂直方向止水銅片,因此所形成的接頭便是十字型的接頭或者T型接頭。此情況下,所直接現場焊接,焊接復雜性大幅度提高,因此焊接質量呈直線下降,止水效果將無法得到保障。因此,選擇在工廠對T型或十字型止水銅片接頭進行加工,以提高接頭質量,保障止水效果。
銅止水作為受 監管比較嚴格的水利工程建筑材料,要求其至少以99%以上含銅量銅材作為原材料,按照一定的加工生產工藝,其抗拉強度以及延伸率均需參考一定的 標準執行。當銅含量不達標,加工工藝不純熟的情況下,生產出的銅止水產品便難以達到相應的標準。
那么,在檢驗銅止水的生產原料的時候可以采用兩種方法實現。 ,直觀判斷法,為了避免濫竽充數等情況,可直接用比較尖銳的金屬器具大力劃傷銅止水,觀察劃痕是否為紫銅(重點注意傷口較深處的金屬材料顏色);還可用磁鐵吸引法,由于紫銅是不能與磁鐵吸引的。因此,直觀判斷的方法主要是為了鑒別是否為銅產品,不能鑒別出銅含量較高的金屬止水材料。第二,便是采用物理實驗的方法去鑒別,此時主要檢驗銅止水片的抗拉強度以及延伸率,若達不到相應的標準,那么則可判斷其非99%以上純銅,或加工工藝不滿足等問題。
麗江止水銅片
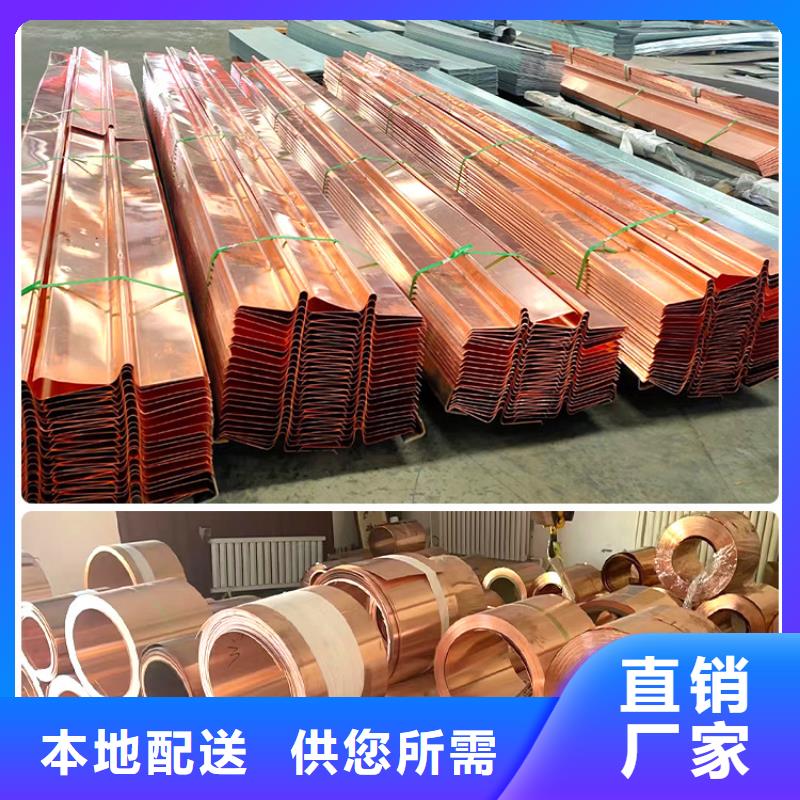
隧道止水,采用銅止水和橡膠止水相結合的方法,麗江止水銅片在增加止水性能的同時,還能降低施工成本。隧道中的防滲系統一直是隧道施工中的薄弱環節,經過對施工現場的不斷摸索,我們對其進行了一些改進,使改進后的施工方法變得簡單且。
隧道銅止水帶拼焊施工要點如下:
1、在洞外據擬鋪掛面積的大小將2~3幅幅面較窄的成卷防水板下料;
2、然后將其平鋪在地面上拼焊成便于運輸、鋪掛的大幅面防水板,減少洞內作業的焊縫數量,以提高焊接質量;
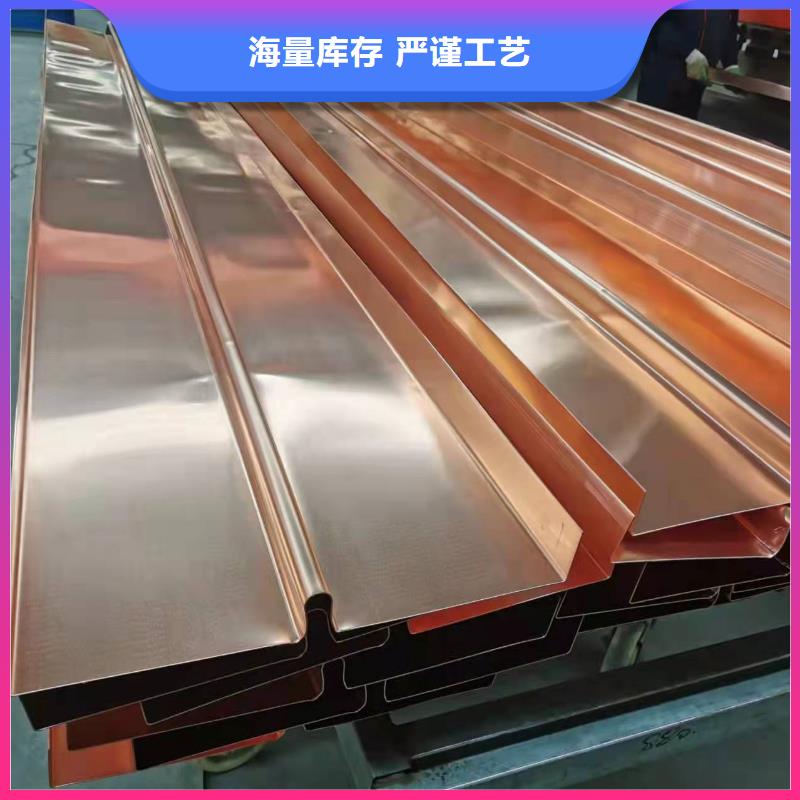
3、選擇合格的一次性成型的止水銅帶;
4、 止水銅帶的拼接采用熱合機雙焊縫焊接,要求搭接寬度不小于100mm,保證焊縫質量;
5、焊縫應嚴密,單條焊縫的有效焊接寬度不應小于12.5mm。
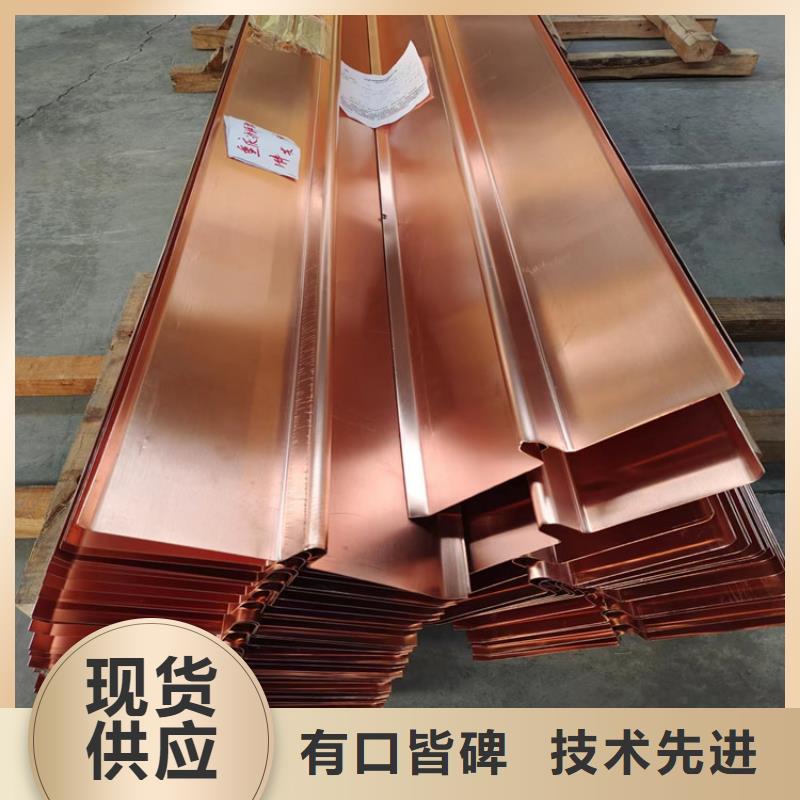
麗江止水銅片銅片止水帶的安裝流程:
1、固定止水帶的砼界面保持平整、干燥,安裝前界面浮渣塵土及雜物,止水銅片的銜接根據施工圖的規定,麗江止水銅片采取折疊、咬接或搭接,搭接長度不應小于20mm,咬接或搭接應采取雙面焊,焊工需考試合格,焊接作業必須在遞交試焊樣品報請監理人批準后方可施焊。 用鋼釘或膠粘將止水條固定在已確定的安裝部位。但必須將有注漿管的面按放在原砼界面上。已埋入先澆混凝土塊體內的止水片,應采取措施防止其變形移位和撕裂破壞,且止水片必須高出先澆塊表面以上不少于20cm。大倉面澆筑中倉內伸縮縫止水片,應在混凝土澆筑前架設在預定位置上,并用鋼筋等將其固定,不得因混凝土卸料或振搗發生移位。在澆筑混凝土時,應止水片周圍混凝土料中的大粒徑骨料,并確保混凝土澆筑質量。
2、 止水條連接時采用平行搭接方法,紫銅止水銅鼻子內澆瀝青柱前,預先放置一根在瀝青里煮透的麻絲。在澆瀝青柱的過程中,采取多次多層澆的方法,使瀝青柱澆得比較密實,在澆瀝青時速度要盡可能快,縮短層與層之間的間隔時間。止水銅片的“十”字接頭和“T”字形接頭在現場加工時,應嚴格控制焊接質量。
3、根據所安裝止水條的長度在約三十米處裝設三通一處,三通直線兩端約為一頭插入止水條內,一頭插入注漿連接管內,另一丁字端頭應插入備用注漿內,以備縫隙滲漏水時注化學漿止水使用。
4、必須將所連接的止水條中的注漿連接管與三通聯接件牢固粘結,必須保證所安裝的止水條的注漿管完全通暢。安裝好的止水片應加以固定和保護;對止水附近的混凝土應采取可靠措施確保澆筑質量,防止形成滲漏通道。 安裝在三通上的備用注漿管,應放入內墻方向內。
麗江止水銅片
紫銅止水片凝固現象和組織
1.純銅的鑄錠組
從低倍組織可知鑄錠邊部為柱狀晶中部則為較粗的等軸晶。實際上當鑄錠時冷卻強度足夠大或鑄錠尺寸較小的情況下整個鑄錠可能全由柱狀晶組成。麗江止水銅片紫銅止水片其他銅合金的低倍組織均具有與此相同的特點。從顯微組織觀察可知晶粒內部無明顯特征晶界較細與一般單相合金的平衡結晶組織無異。
2.單相銅合金的鑄錠組織特征
銅合金的凝固過程為非平衡過程所以其鑄錠組織一般偏離平衡態。下面以勻晶、包晶及共晶二元系合金為例說明。
勻晶系相圖及某合金凝固時可能的非平衡固相線軌跡。
合金過冷至T1溫度時開始凝固首先析出的固相成分為a1液相成分則為L1。繼續冷至T2紫銅止水片溫度時析出的固相成分應為a2與之平衡的液相成分改變為L2。a2將覆蓋在先析出的a1上若能達到平衡條件a1的成分也會逐漸改變成a2以達到T2紫銅止水片下的平衡態。但實際上固態的擴散速率遠小于液態的擴散速率當剩余液相的成分均勻達到L2時固相a中的成分仍為不均勻的它們的平均成分可用a2表示。顯然a2中的B原子濃度小于a2中B原子濃度。同理當溫度降至T3及T4時其a相的平均成分可用表示a3及a4。在此圖中a4即表示x合金的成分。說明x合金在非平衡凝固的條件下T4溫度下凝固完畢較之平衡凝固的固相點溫度降低了T3-T4。a1-a4表示的線稱非平衡的固相線非平衡固相線相對于平衡固相線的偏離與凝固時的冷卻速率有關冷卻速率愈大偏離愈大。
由于先后凝固的固相在成分上的差異不同成分固相受侵蝕程度將不同因而在我們觀察合金的顯微組織時就會觀察到典型的枝晶組織枝晶臂的成分與枝晶同胞間的成分(B組元含量高)不同因而顯示出不同的顏色。這種因非平衡凝固(結晶)導致的晶粒內成分不均勻的現象稱晶內偏析或枝晶偏析。紫銅止水片Cu-Ni合金鑄造后的顯微組織白色枝干含鎳較高周圍黑色部分含銅較高但均為銅鎳a固溶體。
一包晶系相圖和某合金凝固時可能的非平衡固相線軌跡。與勻晶系合金類似a1-a4表示x合金凝固時固相(a)平均成分的走向即非平衡固相線。x合金按平衡態凝固時固相點溫度應為T3凝固完畢應為a單相
固溶體晶粒。但在非平衡凝固的情況下x合紫銅止水片Cu30Ni合金鑄造顯微金冷至T4溫度時剩余的液相L4將與部分固相a4發生包晶反應即a4+L4→B完成 的凝固過程因此該合金的 凝固溫度為T4并產生了一種通過包晶反應而得到的新相B。此種B相為非平衡相因為按平衡態該相在x合金中是不存在的。
