


您可能對麗江本地以下產(chǎn)品新聞也感興趣
更新時間:2025-02-11 04:48:56 瀏覽次數(shù):7 公司名稱:聊城 金鴻耀工程材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 10/米 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |

合銅止水板批發(fā)")
合銅止水板批發(fā)")
合銅止水板批發(fā)")
合銅止水板批發(fā)")
合銅止水板批發(fā)")
合銅止水板批發(fā)")
止水銅片一般設(shè)計生產(chǎn)、麗江止水銅片加工止水銅板的工廠出售此類商品時,均可免費根據(jù)設(shè)計圖紙成形,那么未成形的止水銅板是否有效呢?
未成形止水銅板在水工建筑止水中有效,只是較成形了的止水銅板在使用項目和使用效果存在一定的差異。未成形止水銅板主要用在項目寬度較小的地方,可以直接采用銅板邊沿排水,阻止水進入銅板保護區(qū)域,如橋梁。而使用效果的差異,主要是因為成形止水銅板可根據(jù)銅鼻子形狀安裝,更加牢固,且不易產(chǎn)生位移。同時成形后的止水銅板因銅鼻子中填塞瀝青麻繩或麻繩瀝青,會有效的增加止水銅板的側(cè)向承壓能力。
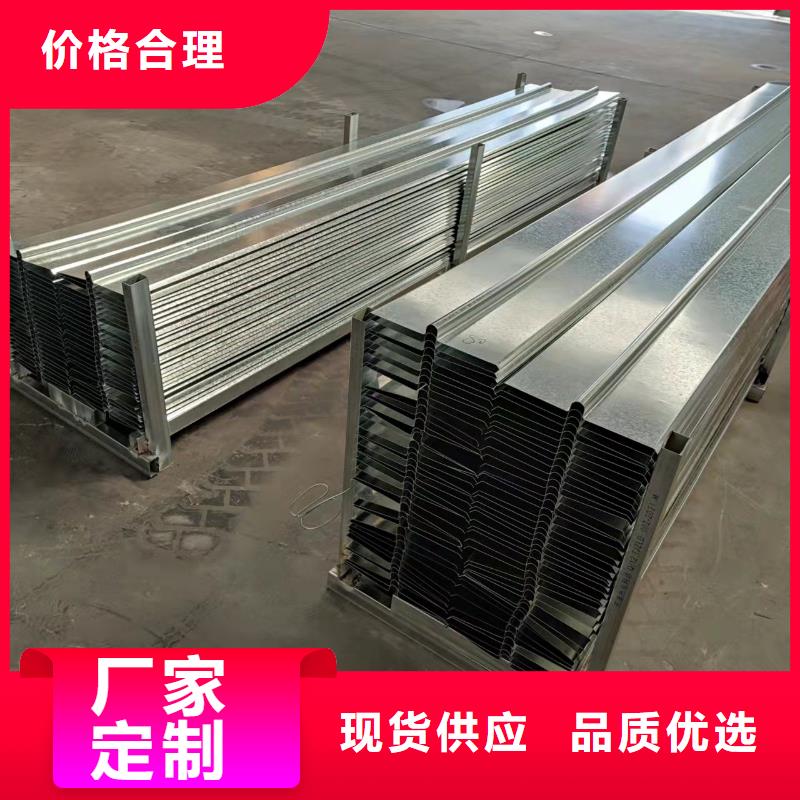
地道止水帶作為地道止水的重心,止水帶的施工直接關(guān)系到整個地道的止水效果。在地道止水施工過程中,止水帶的接頭不得設(shè)在布局轉(zhuǎn)角處,并盡可能不設(shè)接頭。
止水帶埋設(shè)方位,其中心空心圓環(huán)應(yīng)與變形縫的中心線重合;止水帶定位時,應(yīng)使其在界面部位堅持平展,防止止水帶翻滾、扭結(jié),如發(fā)現(xiàn)有扭結(jié)不展表象應(yīng)及時進行調(diào)正。在固定止水帶和灌筑混凝土過程中應(yīng)防止止水帶偏移,防止單側(cè)縮短,影響止水作用。可選用位鋼筋仔細定位。止水帶先施工一側(cè)混凝土時,其端頭模板應(yīng)支撐結(jié)實,嚴防漏漿。
地道斷面變化處或轉(zhuǎn)角處的陰角應(yīng)抹成半徑不小于50mm的圓弧,以便止水帶施工。止水帶在地道斷面變化處或轉(zhuǎn)角處應(yīng)做成弧形,橡膠止水帶的轉(zhuǎn)角半徑不該小于200mm,鋼片止水帶不該小于300mm,且轉(zhuǎn)角半徑應(yīng)隨止水帶的寬度增大而相應(yīng)加大。
不得在止水帶上穿孔打洞固定止水帶。在固定止水帶和灌筑混凝土過程中應(yīng)注意維護止水帶不被釘子、鋼筋和石子等刺破。如發(fā)現(xiàn)有刺破、分裂表象,應(yīng)及時修補。宜加強混凝土振搗操控,掃除止水帶底部氣泡和空地,使止水帶和混凝土緊密結(jié)合,應(yīng)注意防止振搗形成止水帶偏位或破損。
止水帶的長度應(yīng)依據(jù)施工需求事先向生產(chǎn)廠家定制,盡量防止接頭。如確應(yīng)接頭,應(yīng)銜接結(jié)實,宜設(shè)置在距鋪底面不小于300mm的邊墻上。依據(jù)止水帶原料和止水部位可選用不一樣的接頭辦法。橡膠止水帶的接頭方式應(yīng)選用搭接或復(fù)合接;塑料止水帶的接頭方式應(yīng)選用搭接或?qū)印V顾畮У拇罱訉挾炔辉撔∮?00mm,冷粘或焊接的縫寬不該小于50mm.銅;加入錫即成青銅。合銅止水板批發(fā)")
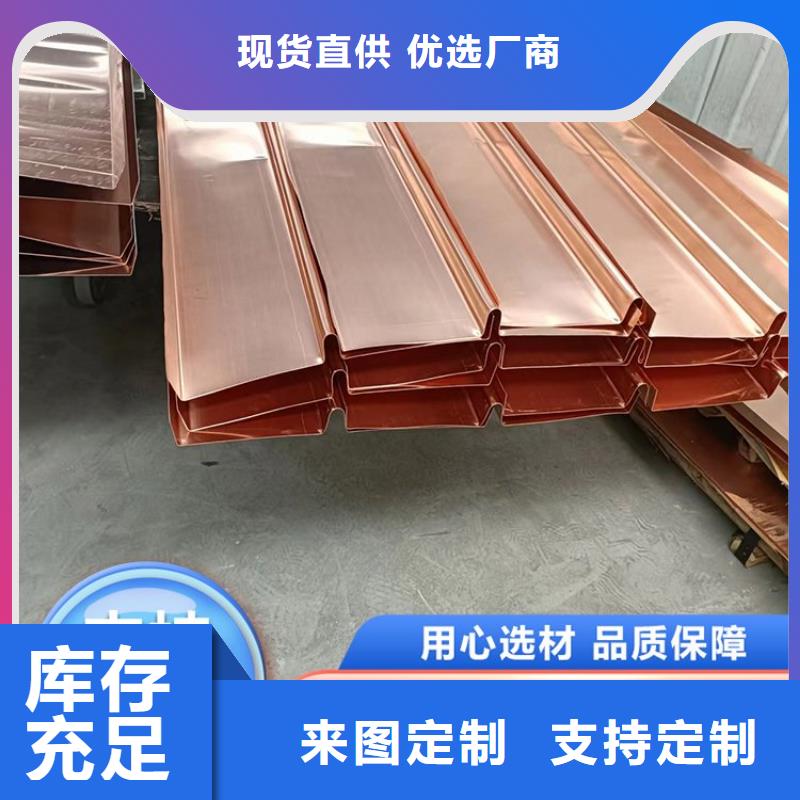
對于 縫止水大多數(shù)選擇紫銅止水帶來保證止水系統(tǒng)施工質(zhì)量,麗江止水銅片止水銅片的翼板彎折(即立腿)顯得 特別重要,它的作用主要在于當接縫變形時,會自動減小止水銅片翼板與混凝土之間的相對錯動,從而確保 翼板的抗繞滲能力,同時,他的紫銅性能本身就具有較強的防水能力。由于 縫面板壩周邊縫的位移,特 別是接縫剪切位移較大,為了減少由立腿的強約束作用產(chǎn)生的較大附加應(yīng)力,通常在趾板一側(cè)除去立腿,采 用F型止水銅片。我們公司會根據(jù)客戶對各項目不同需求,提供W型、F型、T型等以及各種新型止水結(jié)構(gòu)的定 制加工,同時我們致力于各水利工程的防滲止水工程研究,給予客戶更多建議。合銅止水板批發(fā)")
紫銅止水麗江止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據(jù)不同項目的設(shè)計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據(jù)不同需求加工成不同形狀的止水銅片,取決于紫銅止水優(yōu)良的加工特性。
紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。
氣焊是用氧氣與乙炔產(chǎn)生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關(guān)閉焊把開關(guān),將乙炔及氧氣打開,點火慢慢打開焊把開關(guān)點燃焊嘴,將焊條根據(jù)需要放在被焊物體上,再逐漸調(diào)好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。
1)搭接焊工藝
① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。
② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。
2)施焊操作要點
氣焊的基本操作方法包括氧氣乙炔焰的點燃、調(diào)節(jié)和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領(lǐng)。
氧氣乙炔焰的點燃、調(diào)節(jié)和熄滅。焊炬的握法,應(yīng)右手拿焊炬,將拇指和食指位于氧氣調(diào)節(jié)閥處,同時拇指還可以開關(guān)、調(diào)節(jié)乙炔調(diào)節(jié)閥,隨時調(diào)節(jié)氣體的流量。
點燃火焰時,應(yīng)先稍許開啟氧氣調(diào)節(jié)閥,然后再開乙炔調(diào)節(jié)閥,兩種氣體在焊炬內(nèi)混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發(fā)生事故。剛開始點火時,可能出現(xiàn)連續(xù)“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現(xiàn)不易點火的現(xiàn)象,多數(shù)情況是氧氣開得過大所致,這時應(yīng)將氧氣調(diào)節(jié)閥關(guān)小。
火焰的調(diào)節(jié),剛點燃的火焰一般為碳化焰。這時應(yīng)根據(jù)所焊材料的種類和厚度,分別調(diào)節(jié)氧氣調(diào)節(jié)閥和乙炔調(diào)節(jié)閥,直至獲得所需要的火焰性質(zhì)和火焰能率。如將氧氣調(diào)節(jié)閥逐漸開大,直至火焰的內(nèi)外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應(yīng)更換大直徑的焊嘴。
調(diào)整后的火焰形狀不得歪斜或發(fā)出“吱吱”的聲音。若發(fā)現(xiàn)火焰不正常時,合銅止水板批發(fā)")
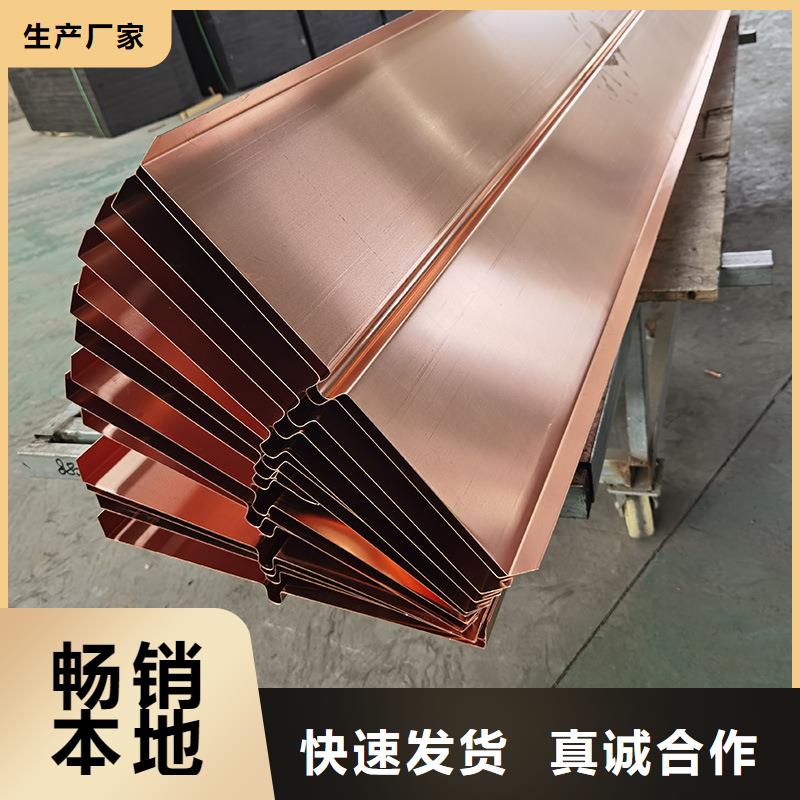
止水銅片接頭成型方法及止水銅片的質(zhì)量控制
止水銅片接頭形狀分為:麗江止水銅片T型、W型、V型、十字型、Y型、弧型麗江止水銅片、L型、H型、F型異型等。
制作方法一
焊接成型:先壓制一定長度的定型止水,再根據(jù)異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設(shè)計要求,但制作工藝復(fù)雜,費時費料,外觀質(zhì)眾差。
制作方法二
整體沖壓成型:沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統(tǒng)的止水銅片成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結(jié)構(gòu)緊湊、可靠、生產(chǎn)效率高、產(chǎn)品質(zhì)量好等優(yōu)點。
在施工過程中止水銅片的質(zhì)量控制程序
對每批銅止水帶材料進行試驗→外觀檢查驗收→加工驗收→止水帶連接質(zhì)量檢驗→安裝→混凝土澆筑過程中看護維護→混凝土澆筑完后外路部分的保護質(zhì)量。
混凝土單元倉號中的止水銅片接頭連接質(zhì)量要求質(zhì)檢人員每倉必須進行密封性檢查驗收,監(jiān)理工程師可適時進行抽查密封性檢驗。
止水銅片的加固定位裝置,必須由監(jiān)理工程師檢查認可后,方可進入下一道施工工序。
混凝土澆筑過程中,為避免大骨料在止水帶部位集聚,混凝土卸料點須離止水帶1.0m以上。如有骨料集聚,人工及時進行分散,并仔細加強振搗,確保止水帶結(jié)合處混凝土密實。為防止混凝土骨料集中滾落至止水帶部位和防止因混凝土側(cè)壓力導(dǎo)致止水擠壓移位,須合理安排布料和振搗程序,應(yīng)在靠有止水帶的一側(cè)先布料和平倉振搗混凝土。
同時,在靠止水帶部位的混凝土平整高度應(yīng)稍高,以避讓在止水帶處混凝土的泌水集中,并對止水帶處的泌水須及時進行排除。
根據(jù)大壩接縫設(shè)置止水銅片的主要意義是止水在水壓力、接縫位移、外界環(huán)境的作用下,確保接縫不滲(漏)水。為此,止水銅片的型式和材料質(zhì)量是止水發(fā)揮作用的重要保證。
止水銅片表面應(yīng)光滑平整并有光澤,應(yīng)加強對其外觀凹痕、明疤等缺陷的檢查,其表面的銹污、油漬等雜物均應(yīng)干凈。如有砂眼、釘孔應(yīng)進行補焊;如有撕裂,應(yīng)采用與翼緣等寬的母體材料進行雙面搭接焊,搭接片長度不小于100mm,且四周接觸面均須滿焊。合銅止水板批發(fā)")