
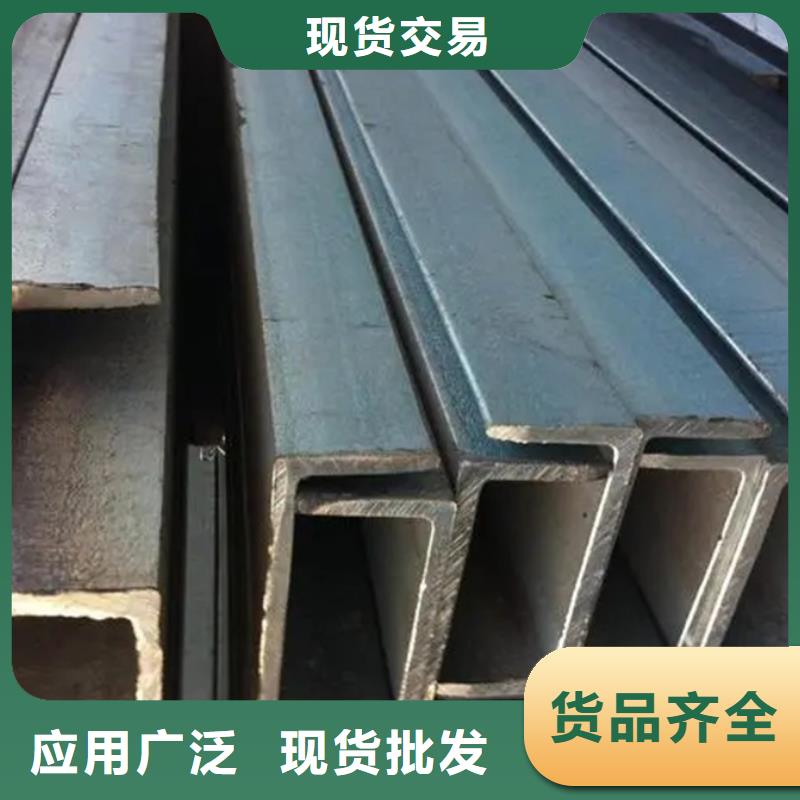

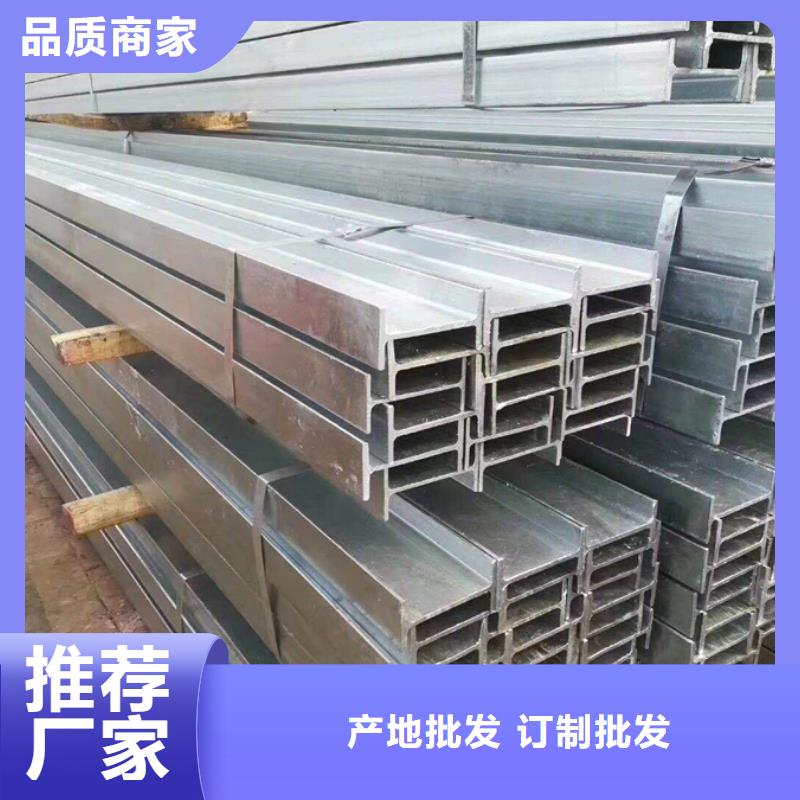
型材09CrCuSb工字鋼嚴格把控每一處細節產品視頻展示,生動直觀,助您了解產品優勢,為購買決策增添信心。
以下是:型材09CrCuSb工字鋼嚴格把控每一處細節的圖文介紹

遼源09CuPCrNiA角鋼
蘇滬金屬制品有限公司


遼源09CuPCrNiA角鋼的詳細介紹
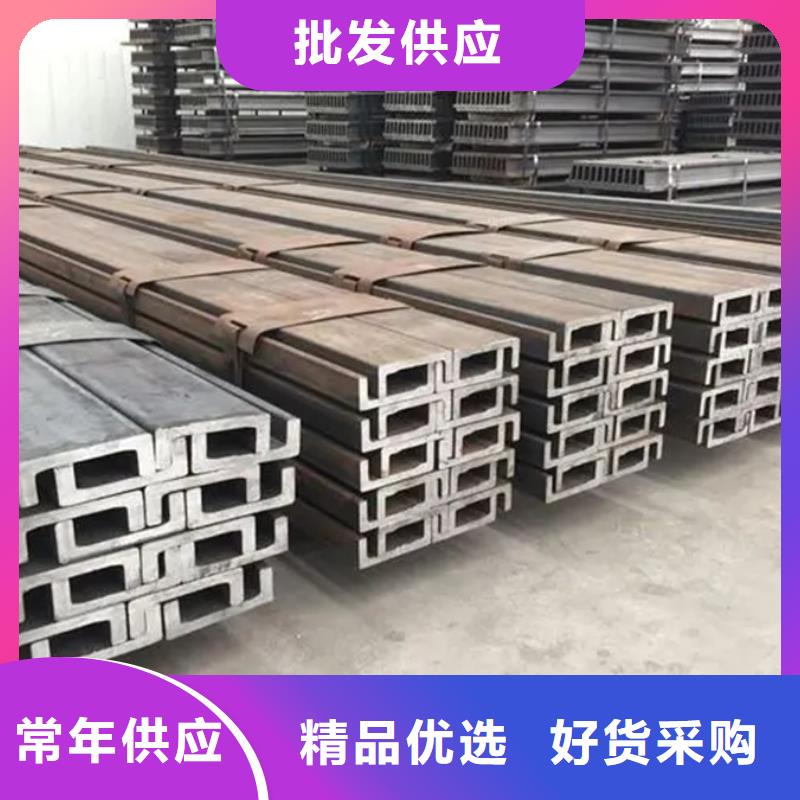
實力廠家產地工廠

蘇滬金屬制品有限公司堅持走 吉林遼源09CuPCrNiA角鋼的高科技化道路,在技術、機制、管理上不斷的持續改進和創新,使公司始終走在 吉林遼源09CuPCrNiA角鋼市場的前沿。
企業宗旨:科技創新品 恒心塑品牌
質量方針:創新拼搏 誠信
服務宗旨:快速響應 服務至上
員工價值觀:有企業才有自我,有奉獻才有收獲 有事業才有價值,有拼搏才有快樂
企訓:創業難,需要百倍的付出 守業難,需要百倍的精心 拓業難,需要百倍的堅強



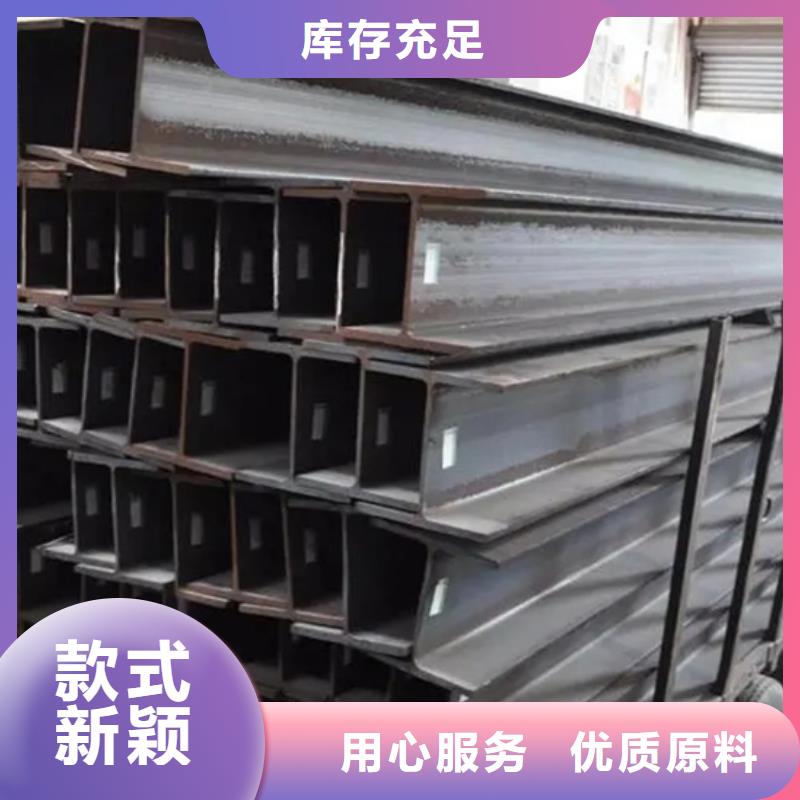
吉林遼源Q355E槽鋼的對接工藝共有五點,下面就來逐一介紹每一個步驟:一步:原材料檢驗:檢驗準備對接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。二步:劃線:a)根據對接后的長度尺寸,在準備對接的角鋼上劃線,劃線前應滿足兩個要求:()、保證對接槽鋼的小長度要大于200mm。(2)、長度方向上應留有2~3mm的余量。b)劃線的原則是槽鋼的兩翼板上的切割線應垂直于腹板,腹板上切割線應成45°夾角。三步:吉林遼源型材切割:用半自動火焰切割機沿劃線下料,下料后用半自動火焰切割機或砂輪機在槽鋼內側面開 45°單V形坡口(見下圖)。切割面應光滑平整,無缺口。四步:拼裝:拼裝前把兩根準備拼裝的槽鋼倒扣于平臺上,然后調整兩槽鋼的直線度及間隙,點焊固定。五步:焊接:采用氣體保護焊(GMAW)焊接,為減少焊接變形,焊前應將槽鋼成對背靠背點焊在一起,先焊翼板上的坡口側,然后焊接腹板的坡口,坡口側焊接完成后。打開成對第六步:注意要點:焊接的話主要是擔心焊不牢和焊接應力過大。




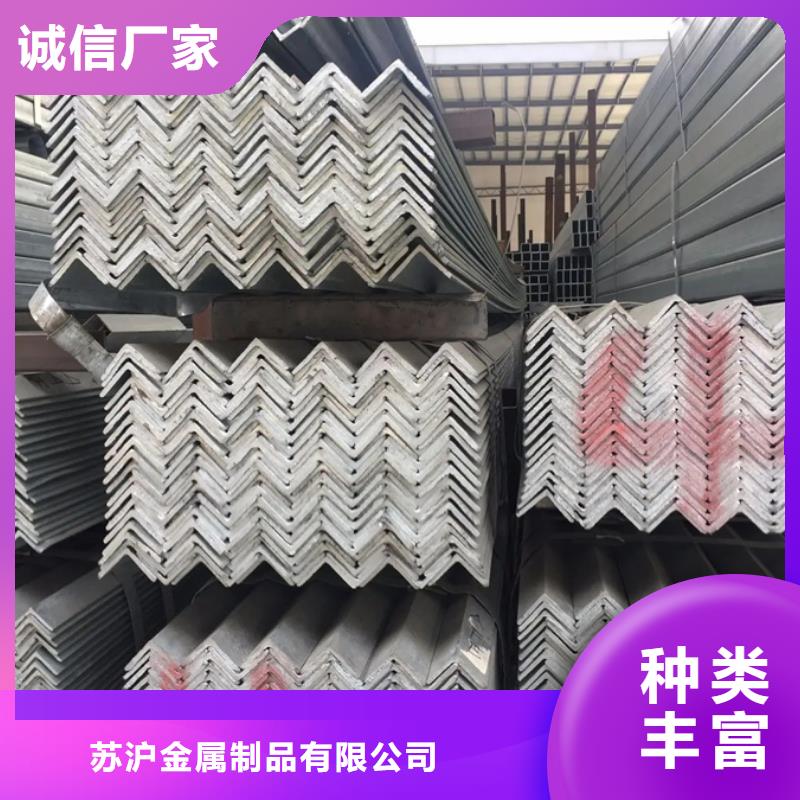
蘇滬金屬制品有限公司
蘇滬金屬制品有限公司位于德清升華庫。本公司是一家專業開發設計生產 吉林遼源09CuPCrNiA角鋼。本公司嚴把質量關緊緊盯住市場發展的前景,對任何影響質量和企業的各種因素實行跟蹤和排除,使產品質量穩重上升,新產品種類不斷增加,市場占有率逐步擴大。公司嚴格遵循質量可靠、客戶至上、以人為本的方針目標,建立了完整的售后服務體系,全力為客戶提供貼心的服務,充分保證了每位客戶無后顧之憂,并積j i發展了以客戶為導向的研發工作,保證了每位客戶的需求。我們遵循合作、和諧、發展、雙贏的原則,與全國供應商建立了深厚的友誼和良好的合作關系,在風云變幻的市場經濟大潮中共謀發展;我們堅持誠信、品牌、服務、創新的經營理念,在激烈競爭的農化市場中共鑄品牌塑造和諧營銷,建立雙贏的戰略合作伙伴關系。

