



我們的瓊海市熱鍍鋅翅片管歡迎咨詢視頻現(xiàn)已上線,解鎖產(chǎn)品新視界,視頻帶你一探究竟!
以下是:瓊海市熱鍍鋅翅片管歡迎咨詢的圖文介紹

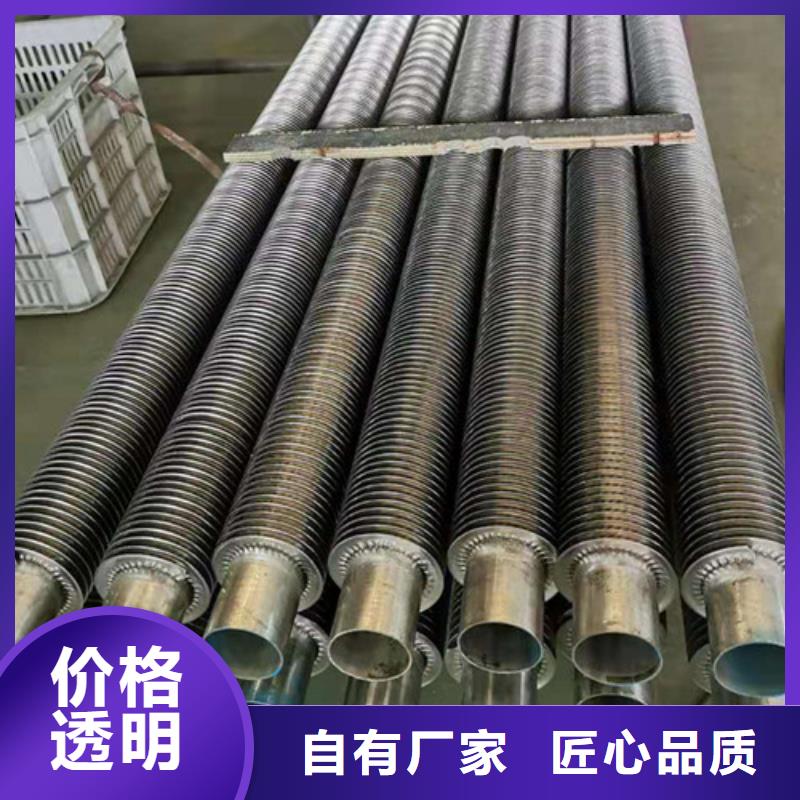
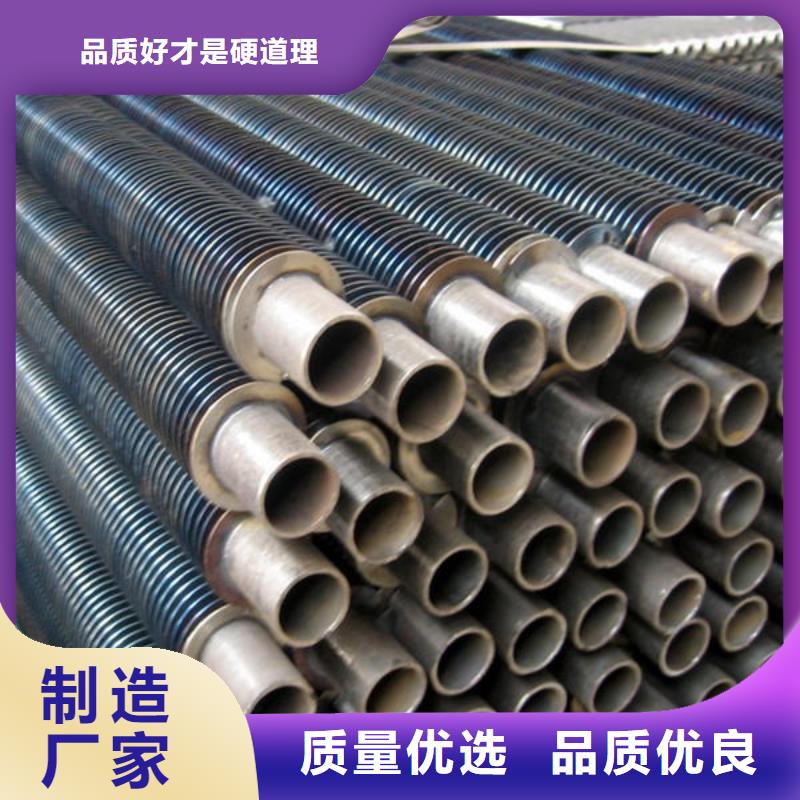
套裝翅片套裝翅片工藝是預(yù)先用沖床加工出一批單個的翅片,然后用人工或機械方法,按一定的距高(翅距),靠過盈將翅片套裝在管子外表面上。它是應(yīng)用早的一種加工翅片管的方法。由于套裝工藝簡單,技術(shù)要求不高,所用設(shè)備價格低廉,又易于維修,所以,至今仍有不少工廠在采用。此工藝是一種勞動密集型工藝方案,適合于一般小廠或鄉(xiāng)鎮(zhèn)企業(yè)的資金和技術(shù)條件。用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓入的。這種方法因為翅片的壓入力有限,故套裝的過盈量小,翅片容易產(chǎn)生松動現(xiàn)象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓入是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結(jié)合強度高,不易松動。機械傳動的套裝機生產(chǎn)率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設(shè)備價格較貴,對使用維修人員的技術(shù)要求較高,其生產(chǎn)率也低些。吉林遼源鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預(yù)先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預(yù)緊力,鋼帶會緊緊地勒在螺旋槽內(nèi),從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應(yīng)有一定的側(cè)隙。如果側(cè)隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結(jié)果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設(shè)備上進行,費用不高,但是工藝復(fù)雜生產(chǎn)效率低。釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進鋅液槽內(nèi)進行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內(nèi),所以,翅片與鋼管的結(jié)合率仍不高。另外,鋅的傳熱系數(shù)比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、吉林遼源本地硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預(yù)熱器(回收鍋爐煙氣余熱)。


吉林遼源翅片管暖氣片通水型廣泛應(yīng)用于各種工業(yè)車間的供暖場合,如機械制造、吉林遼源當?shù)丶徔棥⒓诌|源當?shù)鼗ぁ⒓诌|源當?shù)仉娮印⒓诌|源當?shù)厥称返刃袠I(yè)的生產(chǎn)車間。綜上所述,翅片管暖氣片通水型是一種非常的供暖設(shè)備,它不僅能夠提高車間的溫度和舒適度,還能夠降低能源消耗和環(huán)境污染。如果您正在尋找一種、吉林遼源當?shù)毓?jié)能、吉林遼源當?shù)丨h(huán)保的供暖設(shè)備,不妨考慮一下翅片管暖氣片通水型。設(shè)備特點1. 散熱:翅片管暖氣片通水型采用大口徑鋼管制作,散熱面積大,能夠快速地將熱量傳遞到空氣中,提高車間的溫度。2. 節(jié)能環(huán)保:與傳統(tǒng)的供暖設(shè)備相比,翅片管暖氣片通水型具有更高的熱效率,能夠有效地降低能源消耗,減少環(huán)境污染。3. 安裝簡便:翅片管暖氣片通水型采用模塊化設(shè)計,安裝簡便,能夠快速地完成設(shè)備的安裝和調(diào)試。4. 維護方便:翅片管暖氣片通水型采用高品質(zhì)的鋼管和焊接工藝,具有較高的耐腐蝕性和抗壓強度,能夠有效地延長設(shè)備的使用壽命,同時維護起來也非常方便。



吉林遼源高頻焊螺旋翅片管是應(yīng)用為廣泛的螺旋翅片管之一,現(xiàn)廣泛應(yīng)用于電力、吉林遼源同城冶金、吉林遼源同城水泥行業(yè)的余熱回收以及石油化工等行業(yè)。翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內(nèi)表面積),從而達到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應(yīng)和鄰近效應(yīng),對鋼帶和鋼管外表面加熱,直至塑性狀態(tài)或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、吉林遼源同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產(chǎn)品質(zhì)量(翅片的焊合率高,可達95%),還是生產(chǎn)率及自動化程度上,都是更為先進。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內(nèi)產(chǎn)生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實現(xiàn)金屬的結(jié)合。因此它是一種固相電阻焊方法。高頻焊根據(jù)高頻電流在工件中產(chǎn)生熱的方式可分為接觸高頻焊和感應(yīng)高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應(yīng)高頻焊時,高頻電流通過工件外部感應(yīng)圈的耦合作用而在工件內(nèi)產(chǎn)生感應(yīng)電流。高頻焊是專業(yè)化較強的焊接方法,要根據(jù)產(chǎn)品配備專用設(shè)備。生產(chǎn)率高,焊接速度可達30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應(yīng)的內(nèi)容為:集膚效應(yīng)——當導體通以交流電流時,導體斷面上出現(xiàn)的電流分布不均勻,電流密度由導體中心向表面逐漸增加,大部分電流僅沿導體表層流動的一種物理現(xiàn)象。導體的電阻率越低、吉林遼源同城磁導率越大、吉林遼源同城電流的頻率越高,其集膚效應(yīng)越顯著。鄰近效應(yīng)——當高頻電流在兩導體中彼此反向流動或在一個往復(fù)導體中流動時,電流會集中于導體鄰近側(cè)流動的一種特殊的物理現(xiàn)象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時也使用低至10kHz的頻率


建順金屬制品有限公司主打的產(chǎn)品【吉林遼源冷卻器】得到了國內(nèi)外客戶的一致好評。
建順金屬制品有限公司的四大特色:
1、強大的【吉林遼源冷卻器】技術(shù)團隊,賦予了【吉林遼源冷卻器】產(chǎn)品優(yōu)質(zhì)與穩(wěn)定;
2、豐富的經(jīng)驗,為客戶量身定做心中理想、滿意的【吉林遼源冷卻器】;
3、完善的服務(wù)體系,讓客戶享受到研發(fā)、銷售、制造服務(wù);
4、的售后團隊服務(wù),為客戶解決【吉林遼源冷卻器】后顧之憂;


點擊查看建順金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
