

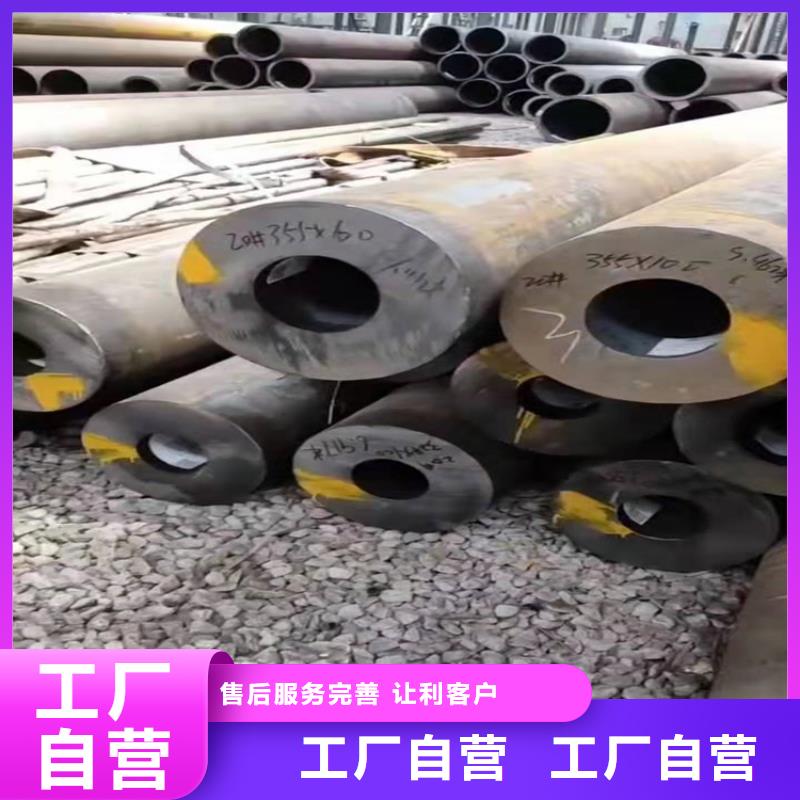



無縫鋼管需要增加使用壽命。首先,對無縫鋼管進行酸洗以去除表面的氧化皮,然后進行潤滑處理,從而對鋼管進行酸洗和鈍化以形成一層。保護膜。然后,在酸洗后通過電解補充之后,可以進一步保護無縫鋼管,我們生產的無縫鋼管可以程度地延長使用壽命并提高利用率。和外部是否可以平滑。無縫鋼管的屈服強度焊接鋼管的焊縫的強度韌性一般不如管體,且內表面質量和頻率有關,多有毛刺。因此有氣密性和壓力要求的化工及熱力管道大多數用無縫鋼管。厚度一般分為≤16mm>16-30mm;>30mm三種,各牌號各厚度對應的屈服強度分別為10號:205、195、185;20號:245、235、225;35號:305、295、285;45號:335、325、315;Q345號:325、315、305,單位為MPa
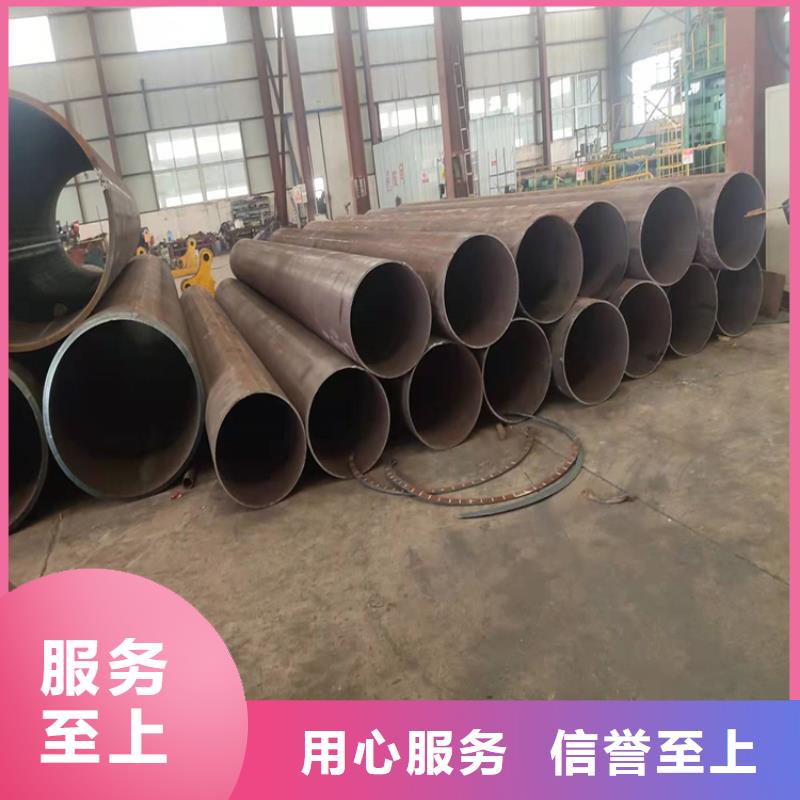
無縫鋼管油管:由地表面插入套管內直至油層的管子,其管子之間通過接箍或整體連接。其作用于是抽油機將油層石油經油管輸送到地面。主要材質為J55、N80、P110、以及抗硫化氫腐蝕的C90、T95等鋼級。其低鋼級(J55、N80)可為焊接鋼管。API SPEC 5L-2000(管線管規范),是美國石油學會編制并發布的,在世界各地通用。管線管:是把軸出地面的油、氣或水,通過管線管輸送到石油和天然氣工業企業。管線管包括無縫和焊接管兩種,其管端有平端、帶螺紋端和承口端;其連接方式為端頭焊接、接箍連接、承插連接等。該管主要材質為B、X42、X56、X65、X70等鋼級。
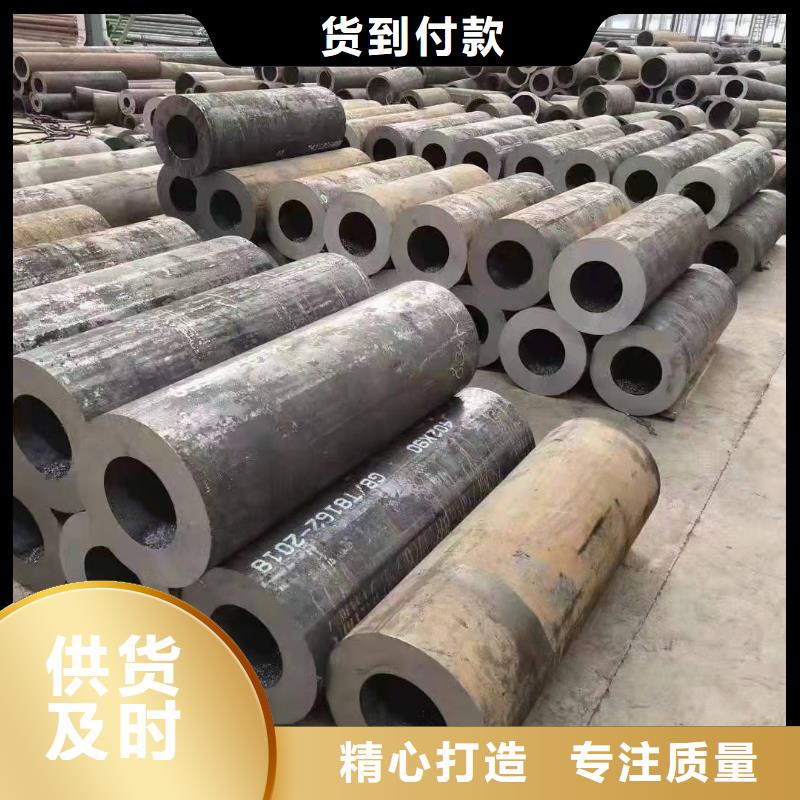
無縫無縫鋼管通過冷拔和熱軋等方式來成型。 兩種鋼管工藝流程概述 : 1、冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 2、熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。鋼管屈服強度計算公式:Re=Fe/So;Fe為屈服時無縫鋼管為什么叫無縫鋼管?無縫鋼管和有縫鋼管的區別是什么?
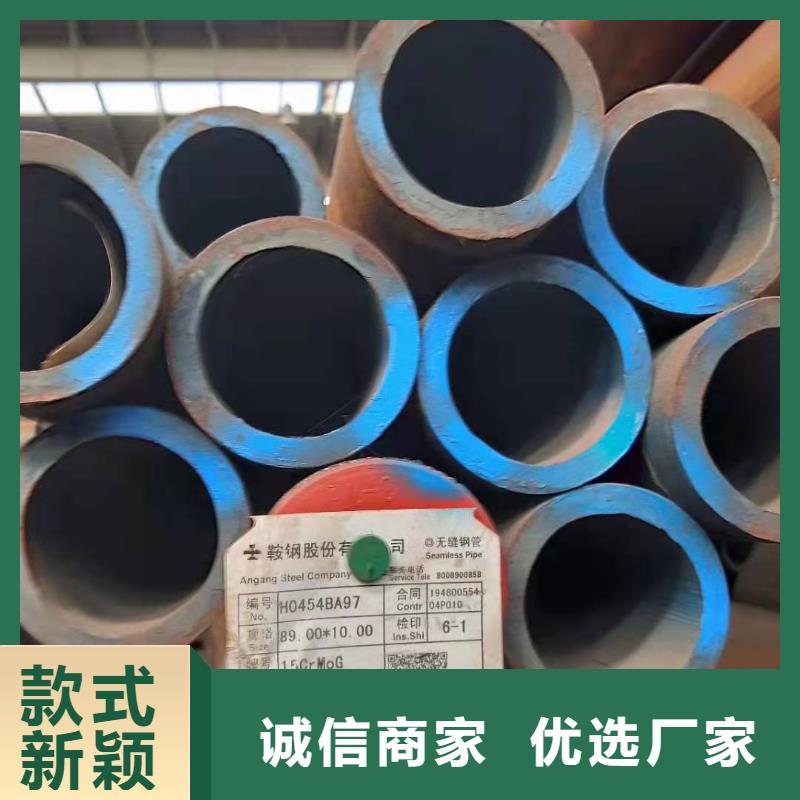
高壓(低中壓)鍋爐及石化工業用小口徑無縫鋼管標準:GB3087 —— 中國****標準GB5310 —— 中國****標準ASME SA210 —— 美國鍋爐及壓力容器規范ASME SA213 —— 美國鍋爐及壓力容器規范DIN17175 —— 聯邦德國工業標準用途:用于低中壓鍋爐(工作壓力一般不大于5.88Mpa,工作溫度在450℃以下)的受熱面管子;用于高壓鍋爐(工作壓力一般在9.8Mpa以上,工作溫度在450℃~650℃之間)的受熱面管子、省煤器、過熱器、再熱器、石化工業用管等。主要生產鋼管牌號:10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等尺寸公差:
