



更新時間:2025-01-04 17:32:25 瀏覽次數(shù):4 公司名稱:許昌 建貿(mào)機(jī)械設(shè)備有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 35000/臺 |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 不含運(yùn)費(fèi) |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 鋼 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 發(fā)貨城市 | 長葛 |
| 產(chǎn)品產(chǎn)地 | 長葛 |
| 產(chǎn)品型號 | JMRLJ-3000 |
| 可售賣地 | 長葛 |
| 產(chǎn)品重量 | 4噸 |
| 產(chǎn)品顏色 | 紅 |
| 質(zhì)保時間 | 一年 |
| 外形尺寸 | 4*15米 |
| 適用領(lǐng)域 | 高速高鐵 |
| 是否進(jìn)口 | 否 |
| 產(chǎn)品功率 | 15千瓦 |


鋼筋籠繞筋機(jī)廠家_聊城鋼筋籠繞筋機(jī)
建貿(mào)機(jī)械設(shè)備有限公司
您可以聯(lián)系我一站式采購:鋼筋籠繞筋機(jī)、鋼筋帶鋸床、鋼筋彎箍機(jī)、數(shù)控鋼筋彎圓機(jī)、數(shù)控彎箍機(jī)、鋼筋加工中心、五機(jī)頭鋼筋彎箍機(jī)、鋼筋調(diào)直機(jī),鋼筋切斷機(jī),鋼筋彎曲機(jī),鋼筋彎箍機(jī),鋼筋彎弧機(jī),鋼筋鐓粗機(jī),鋼筋直螺紋滾絲機(jī),我公司將以高超的技術(shù)和良好的質(zhì)量為您提供優(yōu)質(zhì)服務(wù),歡迎廣老客戶隨時選購。
廠家_聊城鋼筋籠繞筋機(jī)")
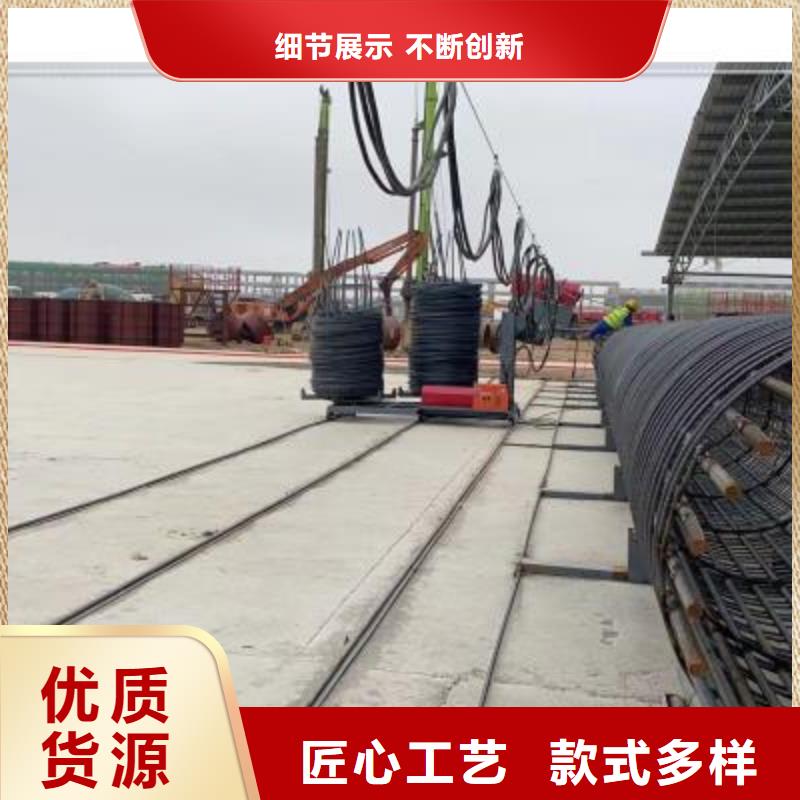
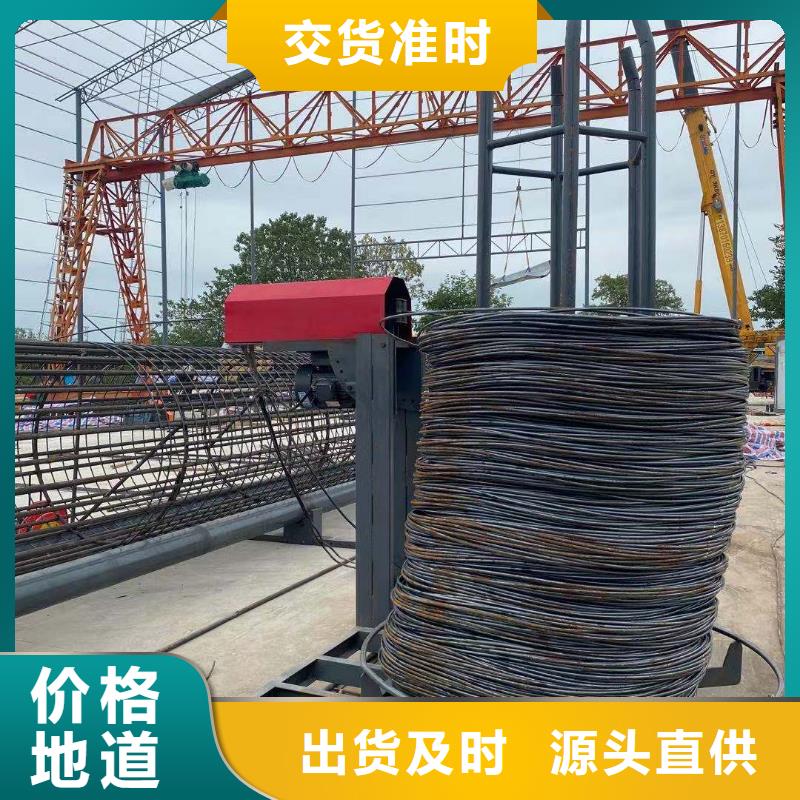
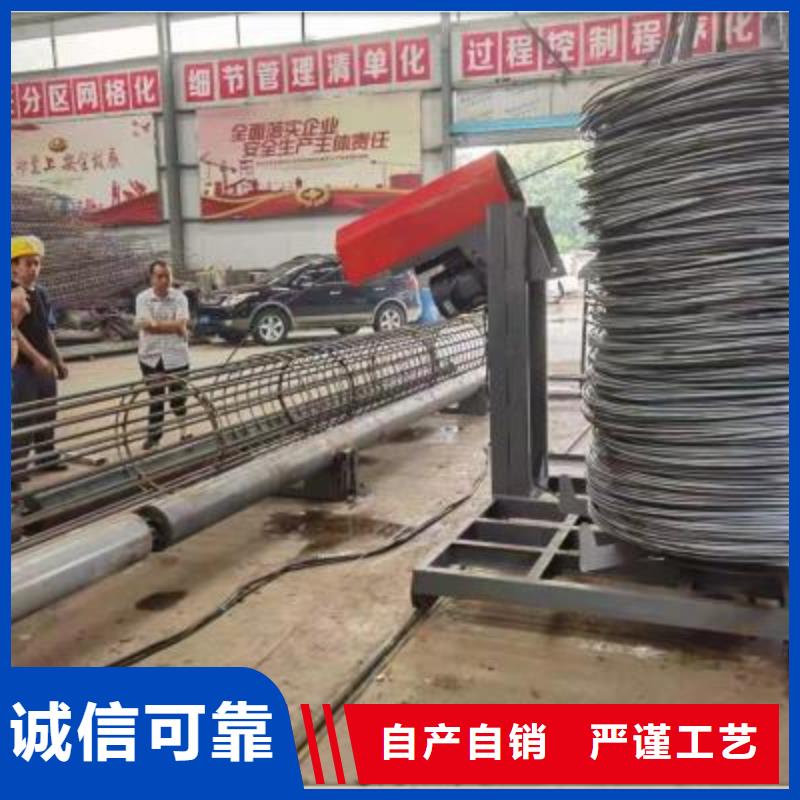
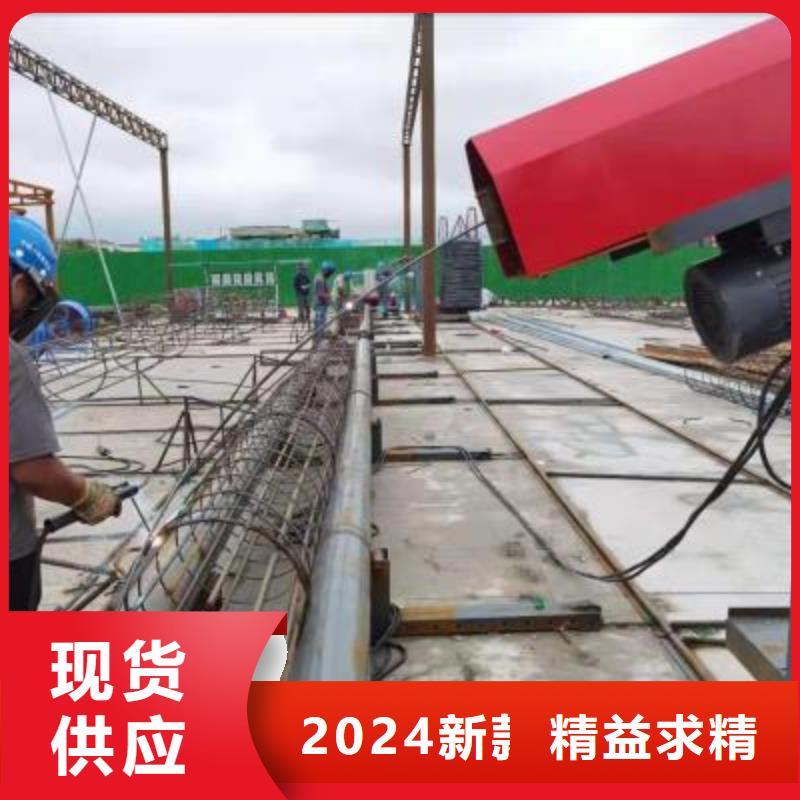
廠家_聊城鋼筋籠繞筋機(jī)") 繞筋機(jī)產(chǎn)品描述:全自動鋼筋籠成型機(jī)可自動一次性加工成型長度為12-27米鋼筋籠。根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤及移動旋轉(zhuǎn)盤轉(zhuǎn)動把繞筋纏繞在主筋上(移動盤是一遍旋轉(zhuǎn)一邊后移),同時進(jìn)行焊接,從而形成鋼筋籠。該設(shè)備采用可編程控制器進(jìn)行動作控制,伺服動力系統(tǒng)為整機(jī)提供動力,設(shè)有液壓輔助回轉(zhuǎn)支撐機(jī)構(gòu)和全自動焊槍,根據(jù)程序指令焊接,能夠?qū)崿F(xiàn)全自動焊接。產(chǎn)品特點:1.自動化程度高。采用計算機(jī)控制、觸摸屏進(jìn)行操作,旋轉(zhuǎn)速度、行走速度均為無級可調(diào),加配自動焊接手,可實現(xiàn)自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對傳統(tǒng)人工模式,加工效率3至4倍。3.質(zhì)量穩(wěn)定。焊點質(zhì)量可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續(xù)的快速對接提供了基礎(chǔ)。4.勞動強(qiáng)度低。只需2-3人即可完成設(shè)備整體操作,在生產(chǎn)大直徑鋼筋籠時優(yōu)勢尤為顯著。5.操作簡單。工人通過簡單培訓(xùn)即可上崗。6.適應(yīng)能力強(qiáng)。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動調(diào)整。7.根據(jù)需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設(shè)備。8.運(yùn)輸安裝方便。設(shè)備采用模塊化設(shè)計,上料架、主機(jī)、下料機(jī)間可快速拆裝,各部件均可方便地整體吊運(yùn),設(shè)備的轉(zhuǎn)運(yùn)方便,快速
繞筋機(jī)產(chǎn)品描述:全自動鋼筋籠成型機(jī)可自動一次性加工成型長度為12-27米鋼筋籠。根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤及移動旋轉(zhuǎn)盤轉(zhuǎn)動把繞筋纏繞在主筋上(移動盤是一遍旋轉(zhuǎn)一邊后移),同時進(jìn)行焊接,從而形成鋼筋籠。該設(shè)備采用可編程控制器進(jìn)行動作控制,伺服動力系統(tǒng)為整機(jī)提供動力,設(shè)有液壓輔助回轉(zhuǎn)支撐機(jī)構(gòu)和全自動焊槍,根據(jù)程序指令焊接,能夠?qū)崿F(xiàn)全自動焊接。產(chǎn)品特點:1.自動化程度高。采用計算機(jī)控制、觸摸屏進(jìn)行操作,旋轉(zhuǎn)速度、行走速度均為無級可調(diào),加配自動焊接手,可實現(xiàn)自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對傳統(tǒng)人工模式,加工效率3至4倍。3.質(zhì)量穩(wěn)定。焊點質(zhì)量可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續(xù)的快速對接提供了基礎(chǔ)。4.勞動強(qiáng)度低。只需2-3人即可完成設(shè)備整體操作,在生產(chǎn)大直徑鋼筋籠時優(yōu)勢尤為顯著。5.操作簡單。工人通過簡單培訓(xùn)即可上崗。6.適應(yīng)能力強(qiáng)。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動調(diào)整。7.根據(jù)需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設(shè)備。8.運(yùn)輸安裝方便。設(shè)備采用模塊化設(shè)計,上料架、主機(jī)、下料機(jī)間可快速拆裝,各部件均可方便地整體吊運(yùn),設(shè)備的轉(zhuǎn)運(yùn)方便,快速
廠家_聊城鋼筋籠繞筋機(jī)") 建貿(mào)機(jī)械設(shè)備有限公司
焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導(dǎo)電性及散熱能力。采用隨爐測溫儀一次多可測試6個位置8、溫度控制系統(tǒng):繞筋機(jī)保證室內(nèi)各段溫度達(dá)到工藝要求的裝置全自動滾焊機(jī)定義滾焊又稱縫焊,是用一對滾輪電極代替點焊的圓柱形電極,焊接的工件在滾盤之間移動,產(chǎn)生一個個熔核相互搭疊的密封焊縫將工件焊接起來的方法。一般采用交流脈沖電流或調(diào)幅電流,也可用三(單)相整流、中頻、高頻的直流電流。滾焊廣泛應(yīng)用于油桶、罐頭罐、暖氣片、飛機(jī)和汽車油箱、火箭、導(dǎo)彈中密封容器的薄板焊接。一般焊接厚度在單板3mm以內(nèi)。全自動滾焊機(jī)原理采用可調(diào)行程氣缸加壓,避免上下電極碰撞損傷。 采用三相無極調(diào)速電極驅(qū)動,焊接速度調(diào)整方便、穩(wěn)定。巧妙合理的內(nèi)部結(jié)構(gòu),減少發(fā)熱導(dǎo)致的焊接性能減弱 銀軸瓦旋轉(zhuǎn)導(dǎo)電優(yōu)良接觸. 限度減少電能轉(zhuǎn)換的損失。滾焊的焊縫由一個焊點組成,按核心熔化重疊不同,分為滾點焊或氣密縫焊。組成的各個焊點的形成過程,與點焊一樣存在加壓、加熱熔化和冷卻結(jié)晶三個階段,但又與點焊有較大的區(qū)別。
建貿(mào)機(jī)械設(shè)備有限公司
焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導(dǎo)電性及散熱能力。采用隨爐測溫儀一次多可測試6個位置8、溫度控制系統(tǒng):繞筋機(jī)保證室內(nèi)各段溫度達(dá)到工藝要求的裝置全自動滾焊機(jī)定義滾焊又稱縫焊,是用一對滾輪電極代替點焊的圓柱形電極,焊接的工件在滾盤之間移動,產(chǎn)生一個個熔核相互搭疊的密封焊縫將工件焊接起來的方法。一般采用交流脈沖電流或調(diào)幅電流,也可用三(單)相整流、中頻、高頻的直流電流。滾焊廣泛應(yīng)用于油桶、罐頭罐、暖氣片、飛機(jī)和汽車油箱、火箭、導(dǎo)彈中密封容器的薄板焊接。一般焊接厚度在單板3mm以內(nèi)。全自動滾焊機(jī)原理采用可調(diào)行程氣缸加壓,避免上下電極碰撞損傷。 采用三相無極調(diào)速電極驅(qū)動,焊接速度調(diào)整方便、穩(wěn)定。巧妙合理的內(nèi)部結(jié)構(gòu),減少發(fā)熱導(dǎo)致的焊接性能減弱 銀軸瓦旋轉(zhuǎn)導(dǎo)電優(yōu)良接觸. 限度減少電能轉(zhuǎn)換的損失。滾焊的焊縫由一個焊點組成,按核心熔化重疊不同,分為滾點焊或氣密縫焊。組成的各個焊點的形成過程,與點焊一樣存在加壓、加熱熔化和冷卻結(jié)晶三個階段,但又與點焊有較大的區(qū)別。
廠家_聊城鋼筋籠繞筋機(jī)")