



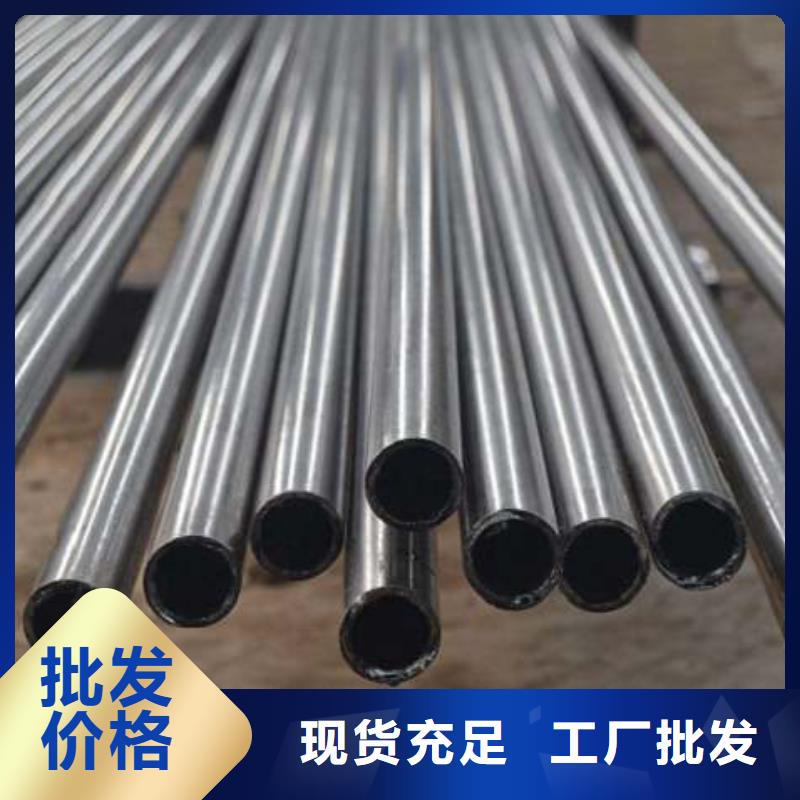

連云港精密管的高質量,主要是表現在尺寸精度和表面光潔度方面,即使是經過熱處理之后,管道表面也不會有氧化膜,冷彎不變形,因此能夠進行更為復雜的機械加工處理,這些都是連云港精密鋼管的優勢所在。在強大的外力作用之下,連云港精密鋼管的抗塑性和防斷裂能力都有一定程度的。 如果選擇了普通的鋼管,那么你所訂購的鋼管,與你所收到的鋼管,型號方面會出現很大的誤差。甚至在一條鋼管上的不同部分,內徑或者是壁厚,都會出現很大的差距。這樣的管道,在使用的過程中,肯定會帶來很多的問題。但是連云港精密鋼管不同,這種鋼管對于管道,任何部分的標準,都有非常嚴格的要求。雖然連云港精密鋼管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標準。但是連云港精密鋼管,卻是可以將誤差,控制在一個,非常小的范圍以內。在一般情況下,這個誤差都不會,超過兩個標準的單位,這對于大多數行業來說,就已經足夠了。
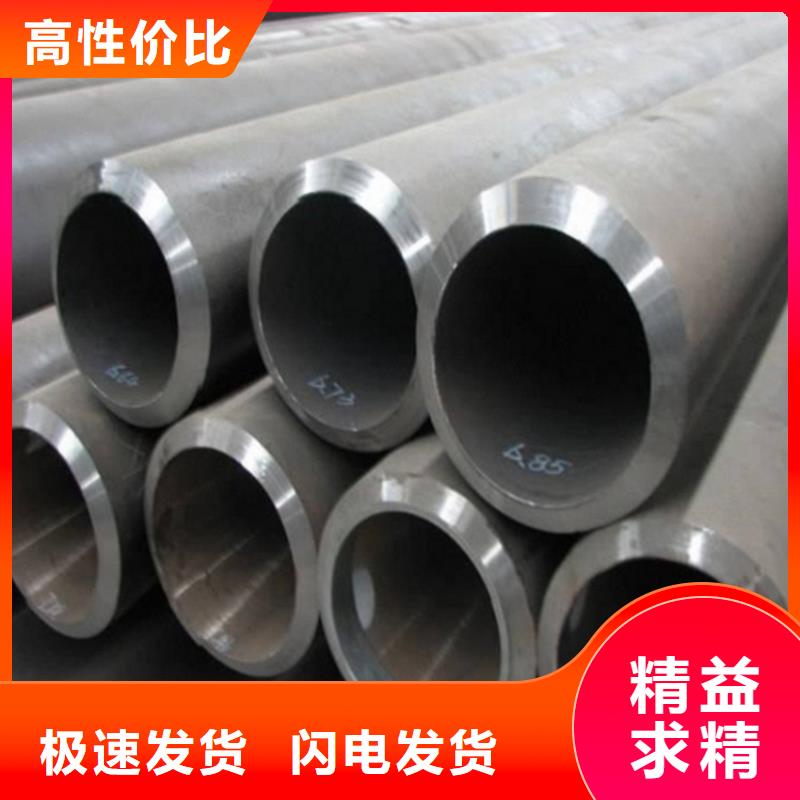
<連云港>大金鋼管制造有限公司 連云港常年供應40cr精密管廠家連云港精密管軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(cl1/...式中:f-激勵頻率(hzc-激勵回路中的電容(f電容=電量/電壓;l-激勵回路中的電感,電感=磁通量/電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。

 <連云港>大金鋼管制造有限公司
<連云港>大金鋼管制造有限公司
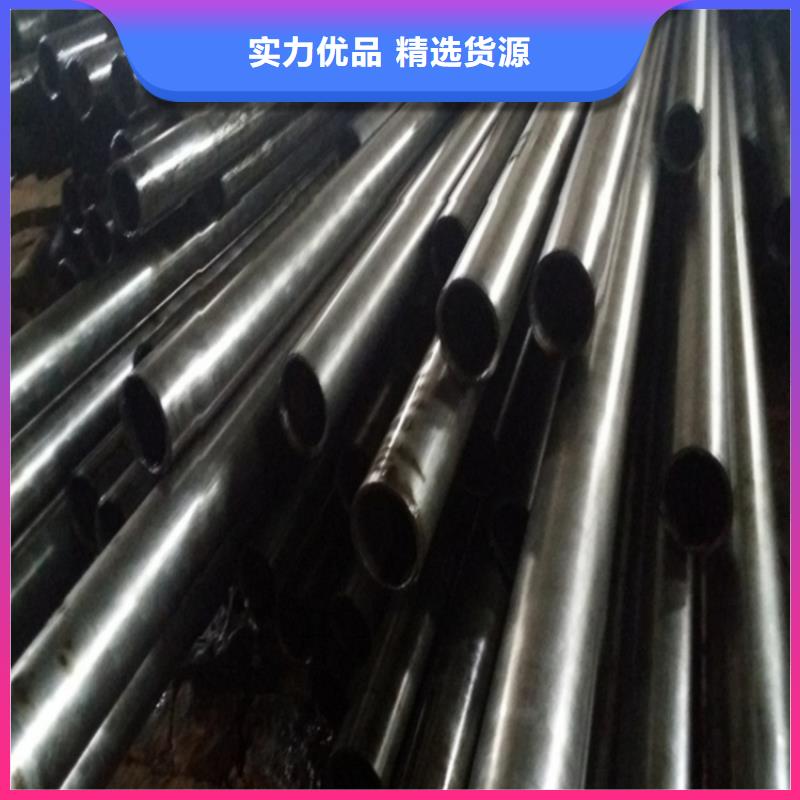
連云港精密管生產中幾個關鍵技術問題 1.對原材料材質的質量要求:連云港精密鋼管的原材料,除必須達到 普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學成分:冶煉時,重點是 提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應后步冷變 形加工,硫含量 不要超過0.02%,因此要嚴格控制鋼的化學成分,同時為保證產品具有良好的 力學性能,冷彎,焊接等工藝性能,還需適當增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼 帶軋制時,應采用AGC和板形控制系統,提高鋼帶厚度精度和版型精度。同時還要采用控制冷卻方 法,提高鋼帶的強韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接 質量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結晶水,在焊接過程中,高溫會使其中的氧 氫折出,如不能排出,存在于焊縫之中,易產生氣孔微裂紋,改變組織結構,降低材料塑形,降低 延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機組成型及定徑部分 孔型設計和調整方法均會直接影響焊接質量的優劣。傳統的成型工藝為輥式成型工藝,有單半徑、 雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成 形質量。各種成型工藝技術,有不同優缺點,適合不同的條件,根據產品的大綱、產品用途應在設 備選型時慎重考慮、以選擇不同的成型工藝技術。為了減少彈性變形,對于精密焊管機組加工變形 道次都比普通焊管道次響應增加2、3道次。

