
品質(zhì)")
盛世東和金屬材料銷售有限公司視 四川樂山不銹鋼焊管產(chǎn)品質(zhì)量為企業(yè)的生命,我們從原材料到產(chǎn)品出廠的全過程進行質(zhì)量跟蹤控制。完善的質(zhì)量管理體系和檢測設(shè)備為用戶提供質(zhì)優(yōu) 四川樂山不銹鋼焊管產(chǎn)品提供可靠保證。
品質(zhì)")
品質(zhì)")
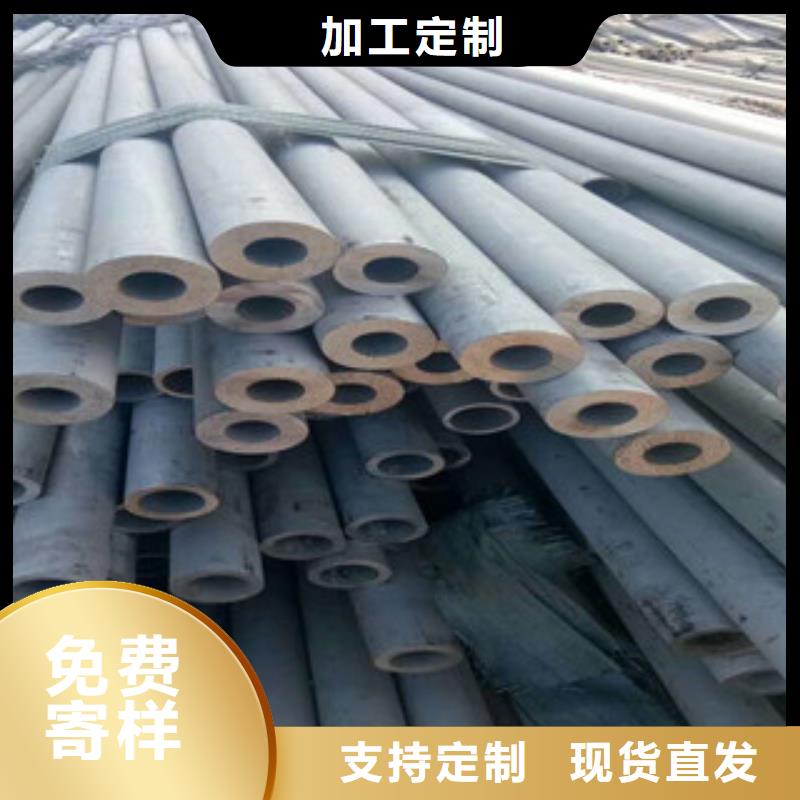
不銹鋼無縫管的制造工藝
1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫
軋制無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機鉆頭的外徑長度來確定。鋼管經(jīng)定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問題,將被探測出。鋼管質(zhì)檢后還要通過嚴格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號、規(guī)格、生產(chǎn)批號等。并由吊車吊入倉庫中。
2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復(fù)雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經(jīng)過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。
品質(zhì)")
品質(zhì)")
品質(zhì)")
- 不銹鋼封頭(qiuxingfengtou)也稱為球型封頭,是以球殼的球冠部分所形成的封頭,有半球形封頭和無折邊球性封頭兩類。壓力容器多采用半球形封頭作為端封頭,其優(yōu)點是在同樣容積下表面積小,相同承壓條件下需要的厚度薄,從節(jié)省材料和強度上看,是合理的。無折邊球形封頭與筒體用角焊縫連接,常用作容器中兩獨立受壓室的中間封頭,也可作端封頭。
殼體材料
球形封頭通常采用碳鋼、不銹鋼、合金鋼等材料制成。
適用介質(zhì)
球形封頭的適用介質(zhì)為氣體、液體、蒸汽。
加工方式
球型封頭加工方式為高精度數(shù)控車床車削,普通車床精車,氬弧焊等加工等。
產(chǎn)品特點
球型封頭鍛打精良,表面光滑,耐酸耐堿耐高溫,外形美觀,質(zhì)感性能強。
應(yīng)用范圍
球型封頭應(yīng)用在石油、電子、化工、醫(yī)藥、輕紡、食品、機械、建筑、核電、航空航天、軍工等行業(yè)。
品質(zhì)")
品質(zhì)")