0527-88266888



聯系我們

更新時間:2025-02-07 20:27:17 瀏覽次數:4 公司名稱: 宏鉅天成鋼管有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 現貨直發 |
| 供貨總量 | 3000噸 |
| 運費說明 | 賣家負責 |
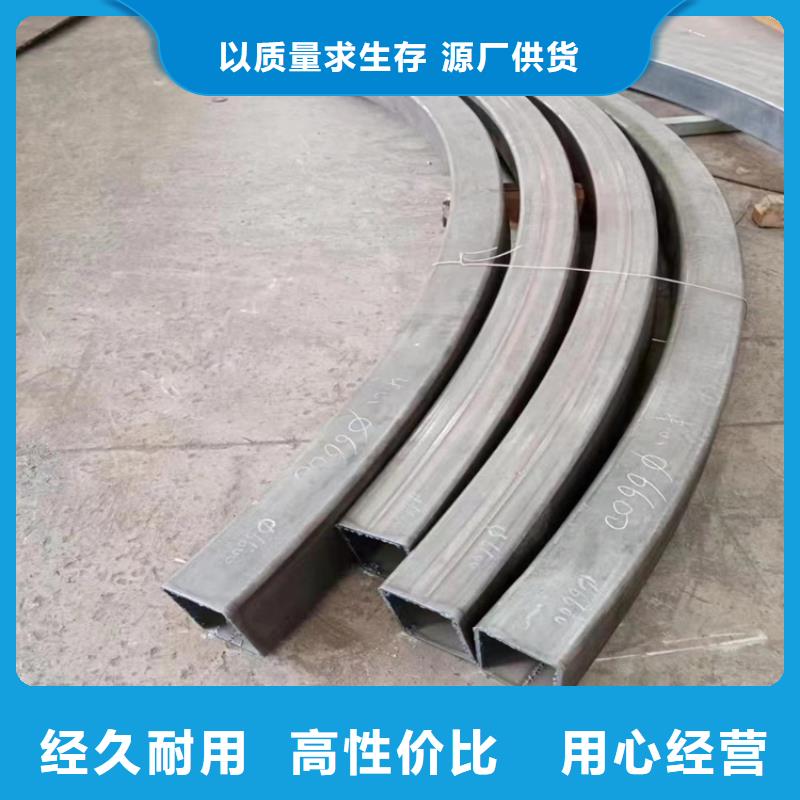




講一講型材拉彎的具體方式型材拉彎理論活動時會有不相同的彎折加工工藝,產品能夠 從不相同的視角分紅不相同的類型。一般來說,依據彎頭是不是被合理加溫,工程項目消費加工能夠 分紅冷拔乃至熱彎。依據曲折程度的不同。產品能否有填充劑,能夠分為無芯曲折、無銹鋼板曲折、厚壁不銹鋼板曲折,是冷拔方法,產品普遍使用于各種制作業。型材拉彎加工工藝及安裝規矩彎管是管道施工工程項目的重要。除開制作制廢品管材相對性詳盡的汽體管路外,其他管路現階段并不是沖壓模具無縫彎頭和沖壓模具焊接彎頭的重要。彎折消費加工是使用觸摸閃現屏和數控機床操控模塊,他們被關掉。全部機器設備的程序流程設定比較簡略和非常容易。全部機器設備的床體結構非常平穩,在使用全過程中不容易形變。每一傳動齒輪能夠 設定16個彎折視角。依據其慢定位效勞,鈑金折彎視角不容易紊亂,產品重復精細度可做到正負極零點一度,操作流程中的錯誤解閃現信息在閃現屏上,這可合理輔佐作業者馬上肅清,并出示自主開發設計的坐標轉化鈑金折彎的消費加工值。
常用的型材拉彎方法有哪些 按曲折成形辦法能夠分為滾彎、壓彎、推彎和繞彎;按曲折時是否運用模具能夠分為有模彎和無模彎;按曲折時有無芯棒能夠分為有芯彎和無芯彎;按曲折時是否加熱能夠分為冷彎和熱彎。近年來還出現了零半徑曲折、中頻感應曲折、熱應力曲折和激光成形曲折等新的彎管工藝。滾彎是用三個輥輪對管材進行曲折加工的辦法。其中輥輪3為主動輪,其余兩個為從動輪。滾彎辦法及作業原理與板材滾彎根本相同,只是管材滾彎所用的輥輪具有與管坯橫截面形狀相吻合的作業表面。曲折時只需改變主、從輥輪間的距離,就能夠實現各種曲率半徑的曲折。拉彎廠說這種辦法尤其合適彎制環形或螺旋線形管件。不過,滾彎對曲折半徑有必定的要求,僅適用于曲率半徑較大的厚壁管件,關于小半徑曲折顯得力不從心。壓彎是早用于彎管加工的工藝辦法。它是在液壓機上使用模具對管坯進行曲折加工的。壓彎具有模具調整簡單、出產功率高等優點,故在出產中一直被廣泛應用,一般用于彎制帶直段的管件或彎頭號。
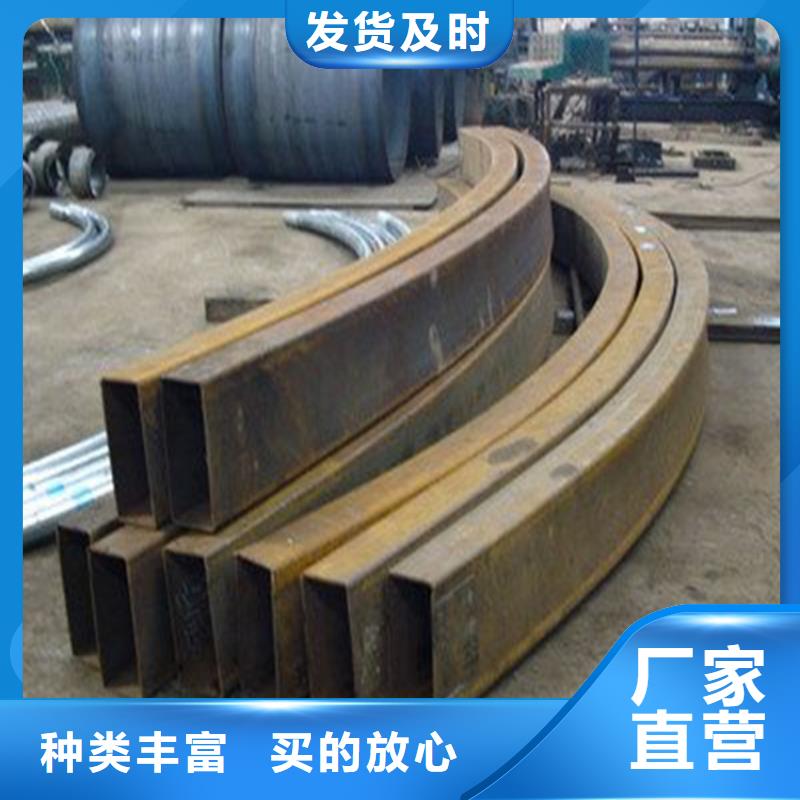
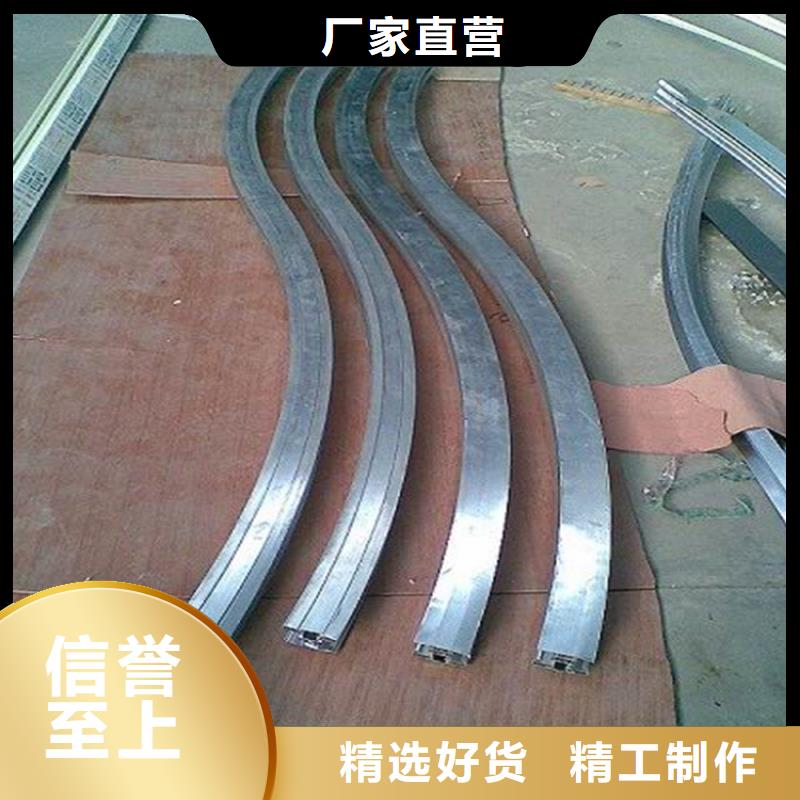
型材拉彎在彎管加工過程中會有多種辦法,在必定程度上,依據其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時是否運用模具可以分為模彎和無模彎;依據曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據是否加熱是否可以分為冷彎和熱彎。近年來,也出現了新的彎管工藝,如零半徑曲折、中頻感應曲折、熱應力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對管材進行曲折加工的辦法,對彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對于小半徑曲折則無能為力。軋制曲折辦法和作業原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業表面。曲折時,只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動輪,其余兩個是從動輪。這種辦法特別適用于曲折環或螺旋管件。彎管需求依照有關標準和規定加工,不管彎管的高度怎么,都不答應不穩定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴禁運用彎管的緊固件,不得焊接連接件。
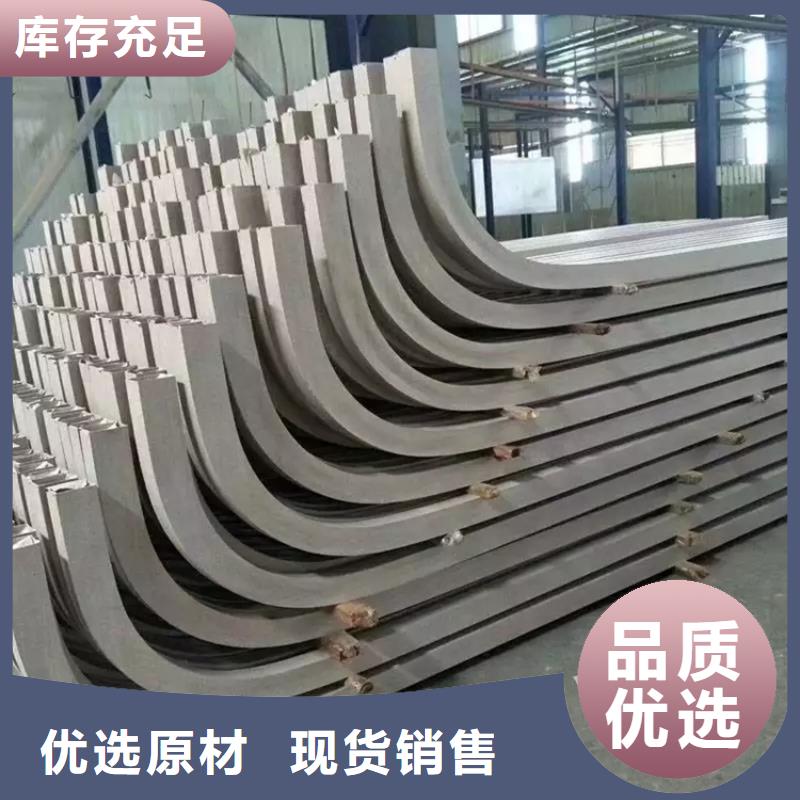
型材拉彎鋼材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數K成倒數的聯系。b=(G-W)/G×100=1/K.式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據具體情況計算。