


更新時間:2025-01-31 02:36:25 瀏覽次數:3 公司名稱: 河畔水利機械廠
| 產品參數 | |
|---|---|
| 產品價格 | 面議/套 |
| 發貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵 |
| 發貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 揚禹 |
| 主體材質 | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |
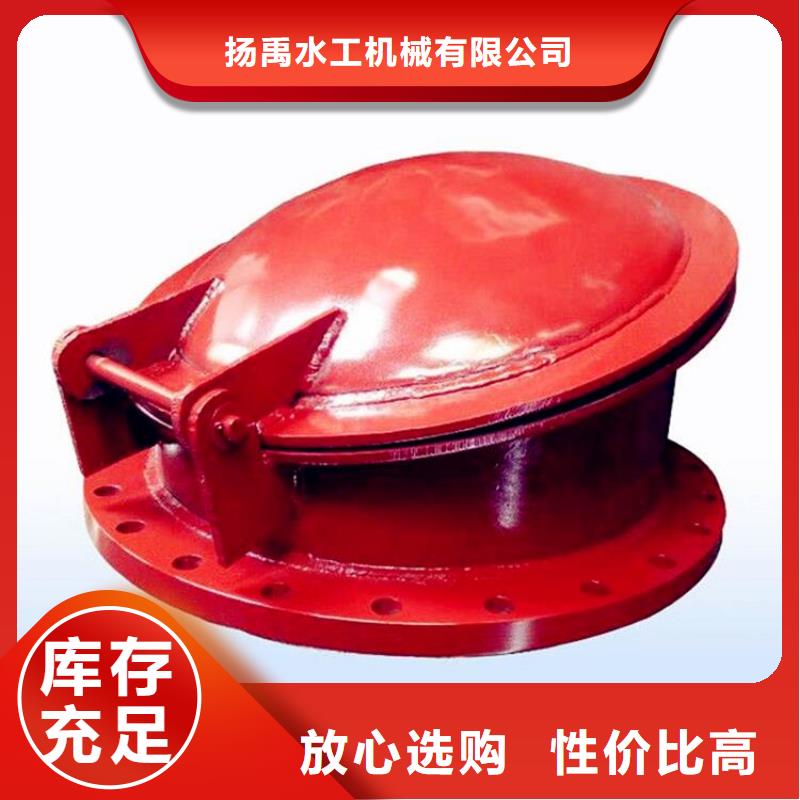

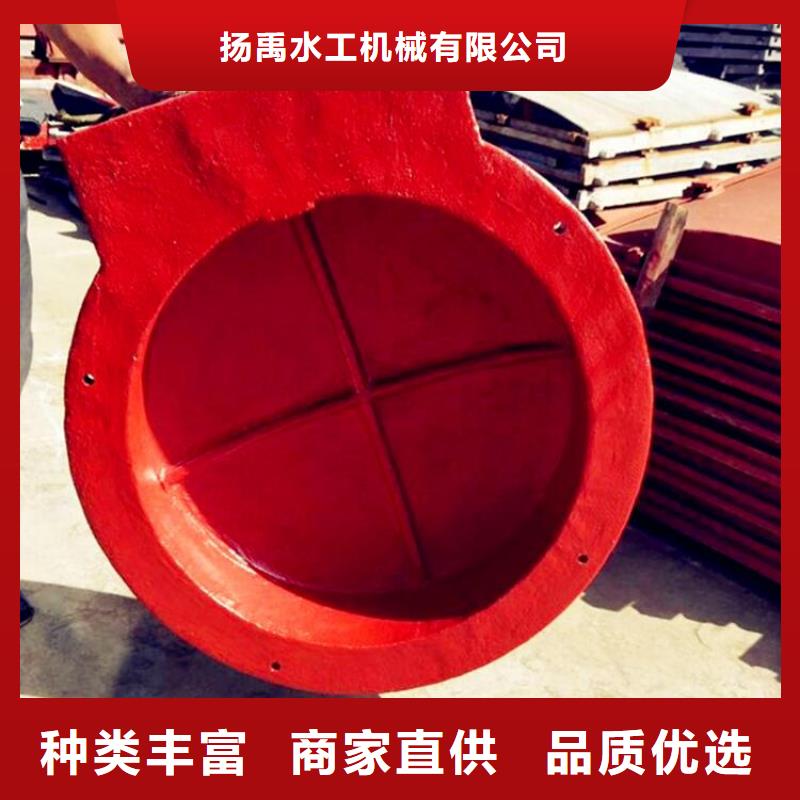

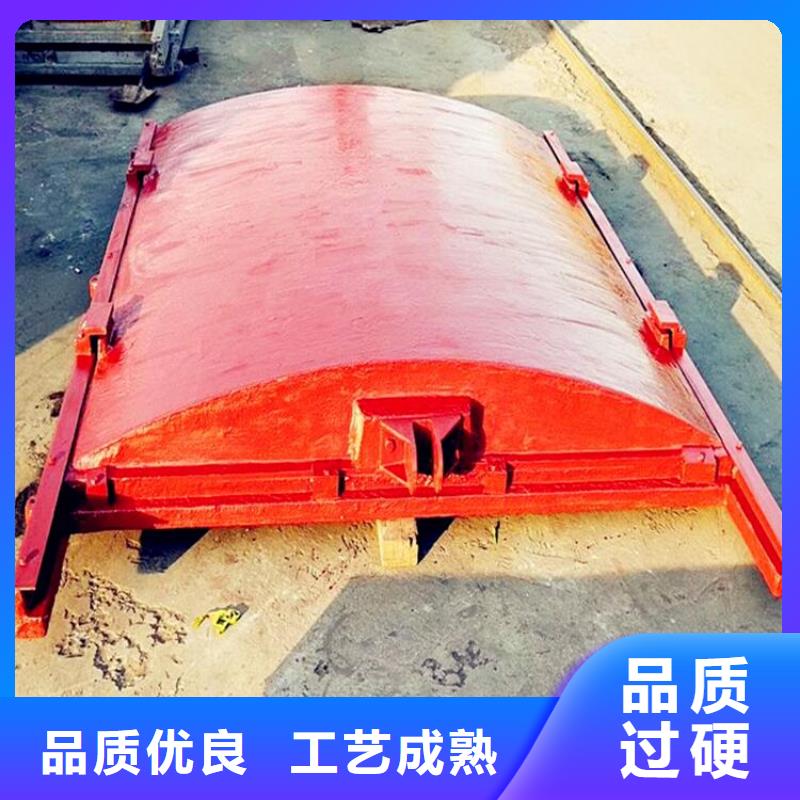






鑄鐵閘門由啟閉機帶動啟閉螺母轉動,在梯形螺紋作用下使絲桿帶動閘門門體上下運行,達到截斷或疏通水流作用。
四、主要零部件材質
·門體:HT200鑄鐵
·門框:HT200鑄鐵
·導軌:HT200鑄鐵
·楔座:HT200鑄鐵
·密封座:ZCuSn5Pb5Zn5錫青銅
·啟閉機支座:HT200鑄鐵
·傳動絲桿:碳鋼
·啟閉機護罩:不銹鋼
·推力螺母:球鐵
·桿導架:Q235-A碳鋼
·緊固件:不銹鋼
五、手電兩用啟閉機技術說明
啟閉機主要由電動頭、機座、護罩等部件組成。
手電兩用啟閉機采用普通開關型多轉式閥門專用電動裝置,配以啟閉螺母、承重軸承、支座、護罩而成。

雙向止水鑄鐵閘門產品安裝要點
1,鑄鐵閘門在安裝前,首先要檢查各聯接部位的螺栓是否因運輸裝卸造成松動,如有松動應加以堅固才能進行安裝。
2,檢查鑄鐵閘門的主立框與橫框連結上的止水面是否有錯位,如有錯位則松動連結螺栓將止水面調整在同一平面內才能進行安裝。
3,鑄鐵閘門安裝時應采用整體就位安裝,禁止閘框、閘板分體安裝,防止閘變形(除特大鑄鐵閘門外)。
4,鑄鐵閘門在二期澆注前將閘門整體吊裝就位后找好前和后的正確位置,然后將調整螺栓與工程配鋼筋焊牢,再用塞尺檢測各止水面處的間隙,同時對間隙超過0.3mm處用高速螺栓進行調整,確保各產品止水面的間隙在0.3mm以后,再將鑄鐵閘門背后水面兩邊立門槽用金屬或木質桿支撐,防止澆注時擠壓,造成門槽向內夾卡門板,之后才進行二期澆注。

鑄鐵閘門的工作原理 鑄鐵閘門主要由閘框和閘板兩大部分組成。鑄鐵閘閥的閘框是閘板的支承構件,在閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,要閘板所承受的全部水壓力傳遞到閘室中。 為了科學合理節約材料及減輕自重,鑄鐵閘閥的斷面制成格構式,斷面尺寸所受荷載大小和閘板運行情況綜合考慮。閘板是要用來封閉和開啟孔口的活動擋水構件,板面的四周設鑄鐵邊框梁,為提高閘板的強度,板面制成拱形,拱的圓心角按六十度設計,以降低其所受的水壓力。 工作原理:閘板密封面與閥座密封面高度光潔、平整、一致,加工成一個非常貼合、嚴密的密封副。閘板通過閥桿的上提、下壓,對介質形成導通和關斷。它在管路中起關斷作用。
鑄鐵閘門各工序間的時間間隔
噴砂除銹后,鋼材表面應盡快噴鋅,一般控制在2h內,氣象條件好時,也不宜超過8h。噴鋅檢查合格后,應立即進行涂漆封閉, 在鋅層尚有余溫時即涂裝 遍防銹漆,以后各遍涂層必須在前一層全干透后方可進行,以免產生皺皮現象,通常干燥時間為6h,應按涂料說明書進行。
3.4噴涂距離與角度
噴砂噴射距離宜為150-300mm,噴射角度以45-80度為宜,這樣可以邊打邊吹,避免直射時因砂粒反射引起相互撞擊。噴鋅噴鍍距離為150-200mm,噴距過小,鍍層溫度增高,冷卻收縮易引起翹皮和脫落;噴距過大,影響鋅粒噴射動能,引起鍍層結構疏松,孔隙增加,降低附著力。噴射角度(噴束中心線與工作面垂線夾角)控制在25度左右,這樣既可減少鋅粒互相碰撞,又可防止其滑沖與飛散,從而得到緊密、牢固的鍍層。涂漆噴射角度應垂直,距離以150-250mm為宜,距離增大,漆霧噴射力量減少,易飛散,影響漆膜附著力;距離減小,易使漆液集中,形成桔皮流掛。
3.5涂層遍數與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。
