


更新時間:2025-01-30 12:18:33 瀏覽次數:1 公司名稱:聊城 鑫澤金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6500/噸 |
| 發貨期限 | 15 |
| 供貨總量 | 77777777 |
| 運費說明 | 運輸 |
| 最小起訂 | 3 |
| 質量等級 | A級 |
| 是否廠家 | 源頭工廠 |
| 產品材質 | 材質齊全 |
| 產品品牌 | 鑫澤 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可以訂制 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 77777777 |
| 產品顏色 | 產品本色 |
| 質保時間 | 按需求做 |
| 外形尺寸 | 根據需求 |
| 適用領域 | 多種領域 |
| 是否進口 | 是 |
| 質量認證 | 國標產品 |
| 產品功率 | 3000 |
| 工作溫度 | 1000 |
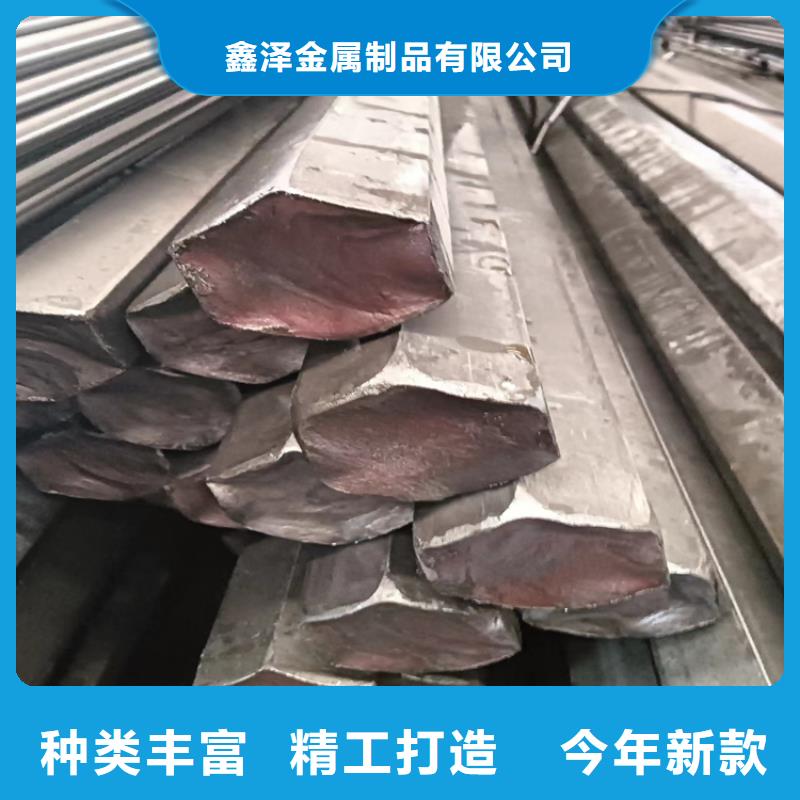



購買異型鋼-實體廠家可定制

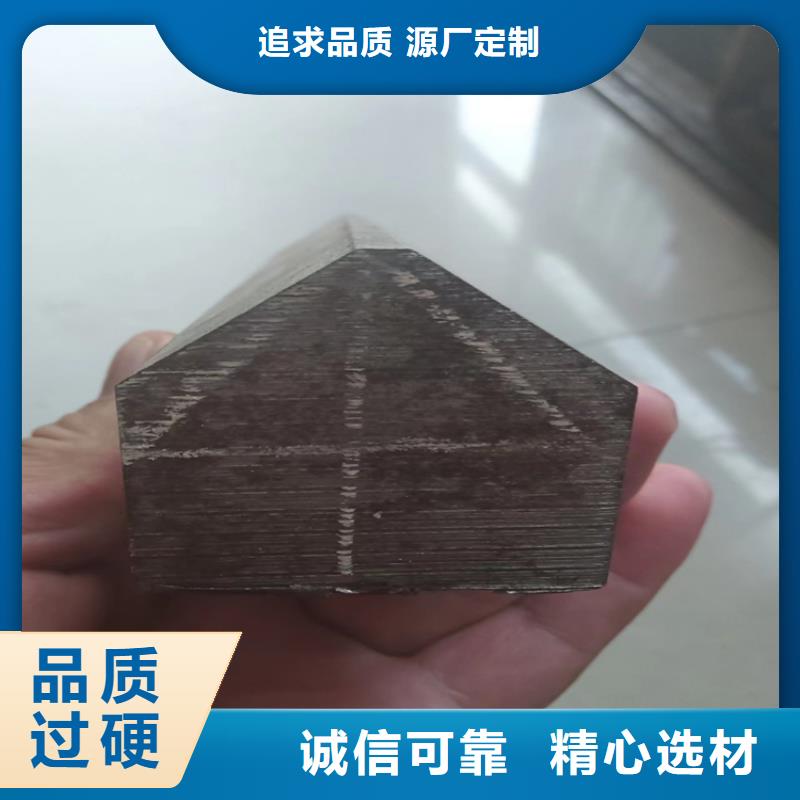
 冷拉異型鋼時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的T型鋼,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同根T型鋼冷拉率也不一 樣)冷拉質量得不到保證。不同爐批的冷拉控制:對于混雜,分不清爐批的T型鋼,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的T型鋼,每根的冷拉率和控制應力都要符合規范規定。冷拉速度控制:要使T型鋼充分變形,就要適當控制冷拉速度,一般以0.51.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2---3以后,再放松T型鋼,結束冷拉,以給T型鋼充分變形的時間。冷拉應力控制的情況:對于工、亞、IV級T型鋼和5號鋼的型鋼,在冷拉后,作碩應力T型鋼使用的,要用冷拉應力控制。但T型扁鋼冷拉后經檢查,冷拉率超過了規范規定,還要再進行機械能實驗。冷拉率測定控制要求:以冷拉率控制T型鋼冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批T型鋼的實際冷拉率。如果T型鋼強度偏高,平均的冷拉率低于1%時,在T型鋼冷拉時,仍要按1%的冷拉率控制。雙控方法可以避免上述問題。冷拉時,對于控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。對于預應力T型鋼必須采用雙控方法。
冷拉異型鋼時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的T型鋼,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同根T型鋼冷拉率也不一 樣)冷拉質量得不到保證。不同爐批的冷拉控制:對于混雜,分不清爐批的T型鋼,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的T型鋼,每根的冷拉率和控制應力都要符合規范規定。冷拉速度控制:要使T型鋼充分變形,就要適當控制冷拉速度,一般以0.51.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2---3以后,再放松T型鋼,結束冷拉,以給T型鋼充分變形的時間。冷拉應力控制的情況:對于工、亞、IV級T型鋼和5號鋼的型鋼,在冷拉后,作碩應力T型鋼使用的,要用冷拉應力控制。但T型扁鋼冷拉后經檢查,冷拉率超過了規范規定,還要再進行機械能實驗。冷拉率測定控制要求:以冷拉率控制T型鋼冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批T型鋼的實際冷拉率。如果T型鋼強度偏高,平均的冷拉率低于1%時,在T型鋼冷拉時,仍要按1%的冷拉率控制。雙控方法可以避免上述問題。冷拉時,對于控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。對于預應力T型鋼必須采用雙控方法。
 鑫澤金屬制品有限公司
冷拉異型鋼和冷拉普通型鋼是不同的,除了工藝、參數的區別之外,還有注意事項方面的差異。那么究竟冷拉異型鋼在冷拉過程中重點要注意些什么呢?有以下幾點:對于異型鋼的冷拉工藝來說,在操作之前就要檢查先關是否與材料冷拉力之間的匹配程度,因為設備不允許在超載的情況下冷拉。同時還要冷拉地錨的穩定性,以及信號裝置、卷揚機、夾具以及滑輪組等配置的運行狀態,盡量排除各種不因素。在操作的過程中,操作人員應按照統一的指揮加以執行,尤其是卷揚機的工作人員,應根據規定信號開車和停車。通常設備中都會設置相應的防護設置,這也提供人員要遠離,以免造成不必須要的傷害。
鑫澤金屬制品有限公司
冷拉異型鋼和冷拉普通型鋼是不同的,除了工藝、參數的區別之外,還有注意事項方面的差異。那么究竟冷拉異型鋼在冷拉過程中重點要注意些什么呢?有以下幾點:對于異型鋼的冷拉工藝來說,在操作之前就要檢查先關是否與材料冷拉力之間的匹配程度,因為設備不允許在超載的情況下冷拉。同時還要冷拉地錨的穩定性,以及信號裝置、卷揚機、夾具以及滑輪組等配置的運行狀態,盡量排除各種不因素。在操作的過程中,操作人員應按照統一的指揮加以執行,尤其是卷揚機的工作人員,應根據規定信號開車和停車。通常設備中都會設置相應的防護設置,這也提供人員要遠離,以免造成不必須要的傷害。
