





產品視頻展示,助您洞悉彎管 中頻彎管支持定制加工產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
以下是:彎管 中頻彎管支持定制加工的圖文介紹

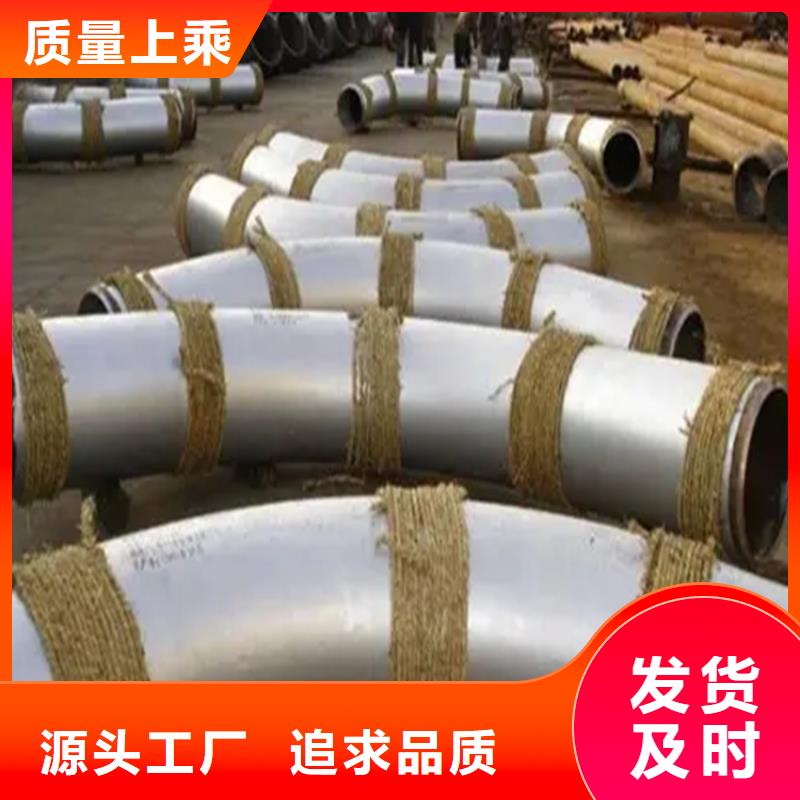
航蕭管件有限公司是經煙臺萊陽工商局批準成立的專業從事 煙臺萊陽中頻彎管生產和銷售的大型廠家。面對 煙臺萊陽中頻彎管市場日益激烈的競爭,公司員工將一起創造、接受挑戰,在誠信、敬業、奉獻的精神指導下,將公司推上一個更高的層次!


彎管制作褶皺原因哪些因素影響成本在加工過程中,每一彎折全是根據好多個彎折進行的,在加工過程中能夠 合理地將無縫鋼管放到彎折機里,那樣機器設備就會對無縫鋼管釋放彎折扭距,使無縫鋼管的布局造成適度的形變。根據前端開發的模主液壓缸的支撐點,可以在上面鍛煉,彎管使無縫鋼管沿著模曲線圖南部彎曲變直到彎曲成型,商品在生產加工的全過程中產生無縫鋼管的形變彎管曲線圖能夠 依據其規格型號和材料不一樣的無縫鋼管塑性形變閥值合理明確,不一樣的無縫鋼管相匹配不一樣的下模,商品在彎折全過程中不可以使管挨近前工裝夾具。必須合理的放到挨近上模彎折缸一側,彎管內胎后側超過上胎的后側150mm上下,另外在開展前3次彎折的全過程中為彎折缸的升程不適合過大,在后步工藝流程中彎折缸升程應慢慢增長。假如構造層面可以設計構思的更加有效,是能夠 降低一些損壞難題的。像這樣依賴的那樣,在中后期應用的情況下,可以確保應用的質量,合理地提高應用時間。好的,人們彎管是如何合理地把握設計構思的呢?下人們必須考慮的個問題是彎管加工部件的設計。正因為在不同的辦公環境中,人們對實際的規定是不同的。例如,在氣力輸送系統中,由于容易損壞,使用周期一般較短。堅持以后在設計構思的那時候,人們要盡可能的減少2個管材中間的空隙。次之,在設計構思彎管生產加工商品時,應盡可能確保循環系統的實際效果。這是為了避免原材料長期滯留在管道中,降低原材料間的沖擊及其損傷的課題。正因為彎管生產加工度的設計構想更有效。伴隨著時期的迅猛發展,各種各樣生產工藝的不斷創新和健全。人們會發覺,彎管機器設備也愈來愈多元化了。另外,因為客戶要求的,彎管生產設備的特性也在改進和。只能那樣才可以滿足客戶需求的要求。在生產加工彎管的情況下,務必留意到一個難題,那便是商品的生產成本。實際上,危害彎管生產成本的要素有許多。我們一起一起看一下實際的內容。比如,人們應用磨具具、設備維護等將涉及到成本費變化,而人力資本也會危害產品成本。



全自動彎管機應用防皺模有哪些關鍵點? 在全自動彎管機運用的是直徑很大的水管、而彎曲半徑較為小、厚壁又薄的時候,應運用防皺模與球芯棒。 水管彎折的情況下,其軸線里側的原材料被縮小,當彎折至指定的視角,因為原材料縮小力大,會讓原材料被推回來,并超出切點,假如這個地方的壁厚沒有被彎模支撐,便會產生皺褶。就算后面在芯軸與彎模鋪平,皺褶還是會存在,且在彎折完后,管上面也會出現一個大的皺褶。 應用防皺模,能夠這個地方的支撐力度,讓壁厚在縮小后勻稱變厚,幾乎不會皺褶。但因為調節不善,在已成皺褶后,防皺模還是不能夠去掉褶皺。 防皺模的外形十分關鍵。水管拖動經過的槽應該稍微比管的直徑大一點,可以是壁厚的10%,還要打磨光滑,以防止出現刮傷。 防皺模的前邊應該特別薄,拉至彎模的切點處,用彎模來支撐,并多方面加固,營造一個封閉腔,好降低彎折時的摩擦阻力,防皺模在安裝的時候,應略微一個不大的錐度。壓膜的工作壓力應調節得適度。安裝與調節防皺模的時候,盡可能應用“調節芯棒”,在夾模夾緊的狀況下來做。 在彎折的過程中,防皺模應該涂上適當的一層油,不過太多或是太稠的油還是會在這個地方出現皺褶,所以就要把握好這個量。 那以上就是全自動彎管機在應用防皺模的幾個關鍵點了,大家可以了解一下!



全自動彎管機具體應該怎么使用? 全自動彎管機的應用越來越廣泛,那大家知道它應該怎么使用嗎? 1、認真閱讀電動油泵的使用說明書。 2、將工作油缸旋入方檔塊的內螺紋,使輪子向下,油缸后端安裝在支架上。 3、按照所彎管子的外徑選擇模頭,套在柱塞上。 4、向模頭方向兩個滾軸上對應的溝槽,然后裝入相應尺寸的花板孔,再將上板板蓋上。 5、將所彎管子插入溝槽內,將高壓油管端部快速接頭活動部分向后拉,并套在工作油缸的接頭上。 6、將電動油泵上的卸油螺釘旋緊,即完成所彎管的彎曲。 7、彎曲完畢,松開放油螺釘,柱塞即自動復位。
