





酸洗鈍化無縫管效果的質量檢驗方法洗鈍化質量檢驗不銹鋼酸洗鈍化效果的質量檢驗可參照船標《不銹鋼酸洗鈍化膏》CB/T3595—94,國際標準《不銹鋼電解拋光及打磨拋光酸洗鈍化所形成的表面鈍化膜檢驗》ISO15730等進行,一般可分為:外觀檢驗,大口徑酸洗鈍化鋼管化學試驗,化學試驗又主要有人造海水掛片腐蝕試驗,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業有限公司硫酸銅滴定試驗,高鐵滴定試驗(藍點試驗)等,一般檢驗以下面三種方式進行:外觀檢驗:不銹鋼酸洗鈍化表面應呈均勻銀白色,大口徑酸洗鈍化鋼管溶解后加入30mI濃硝酸,大口徑酸洗鈍化鋼管不得有明顯腐蝕痕跡,焊縫及熱影響區不得有氧化色,不得有顏色不均勻的斑痕。
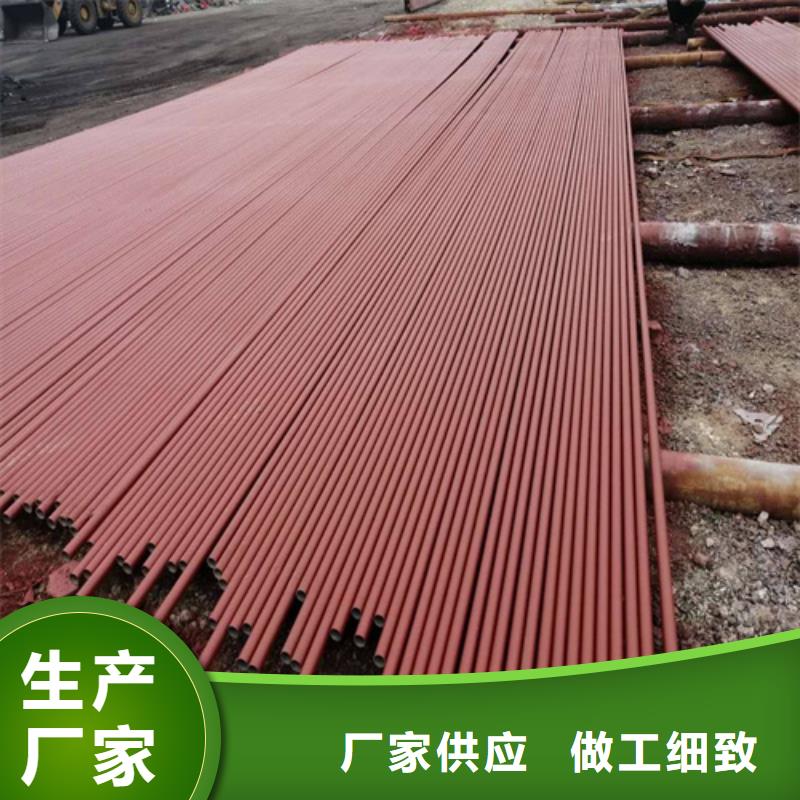
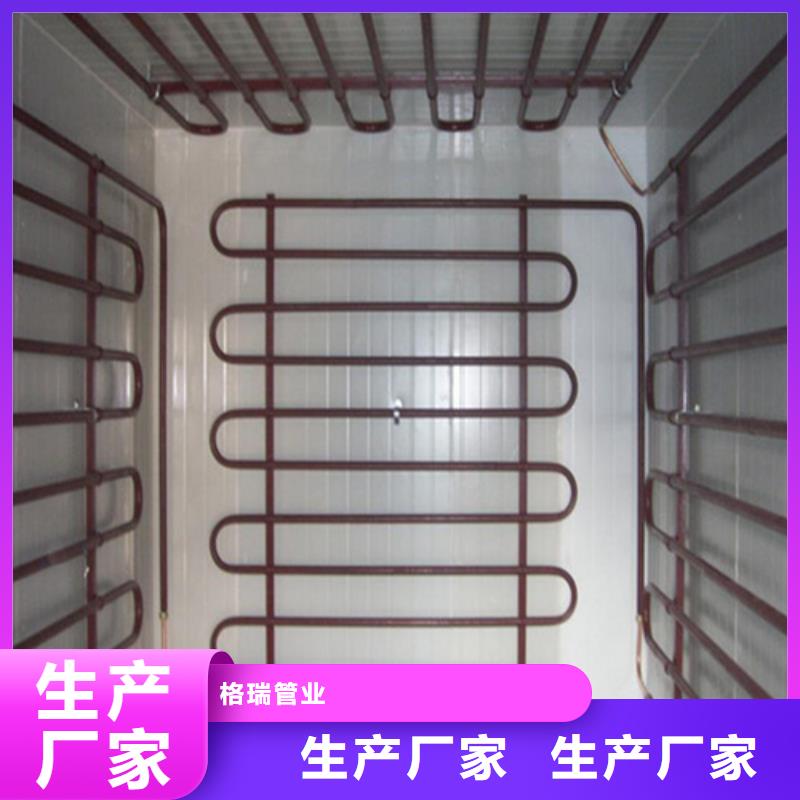
山東聊城格瑞管業有限公司產品簡介:液壓系統在制造、試驗、使用和儲存中都會受到污染,而清洗是污染,使液壓油、液壓元件和管道等保持清潔的重要手段。無論潤滑管路還是液壓管路 酸洗、油洗兩個步驟均應完整進行。酸洗目的:衛生級潔凈管道通過酸洗鈍化和清洗等程序,使管道能夠達到無菌物料輸送的要求酸洗工藝流程:脫脂---水洗---酸洗----水洗---封閉劑 一般無縫鋼管(碳鋼)的酸洗方法有2種,如下:1.硫酸:稀釋至20%左右的濃度,加熱到60—65度,一般洗20-30分鐘;2.鹽酸:同樣稀釋至20%左右的濃度,直接室溫酸洗,一般洗20-30分鐘,酸洗后的鋼管要進行防銹處理的,鈍化是其中的一種,要看鈍化的質量如何,還有封閉劑的選用也很重要的。酸洗后(以去除氧化皮為準),要立即用水沖洗,立即中和處理,防銹的話,還要進行鈍化處理。格瑞酸洗鈍化無縫鋼管 各種管道用酸洗無縫鋼管加工
酸洗鈍化鋼管的酸洗磷化,鈍化的知識什么是腐蝕?腐蝕是一種電化學變化過程,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業有限公司酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業有限公司酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業有限公司酸洗鈍化無縫管的幾種處理方法未經處理的金屬表面存在少量電離子,酸洗無縫鋼管這些電離子會由高電位區(陰極)向低電位區(陽極)移動,因此產生電流。在此電流的作用下會加速對金屬破壞性的攻擊而在金屬電位薄弱的部位產生腐蝕,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠
無縫鋼管熱處理時油的閃點是指油表面的蒸氣和空氣自然混合時,與火相接觸而出現火苗的溫度,它的溫度的高低,對淬火零件的性有一定的影響。酸洗鈍化無縫鋼管常見的礦物油的閃點為:10號機械油為165℃,20號機械油為170℃,30號機械油為180℃,40號機械油為190℃,過熱汽缸油hg- 52、62分別為300℃、315℃,合成汽缸油hg-65h、72h分別為325℃、340℃。一般而言,汽缸主要用于回火用油。無縫鋼管在加工處理的時候要進行熱處理技術,這項熱處理技術一般的溫度要達到上百度,有的還可能達到上千度,這就要高性能的加工技術進行處理。酸洗鈍化無縫鋼管等模具鋼材,一般在熱處理過程中的淬火用油,多采用礦物油,如:10號、20號、30號等機械油,針對不同的模具零件,個別熱處理企業使用0號柴油、7號機械油等。油的序號越高,黏度越大,閃點就越高。一般閃點在150~300℃之間。
