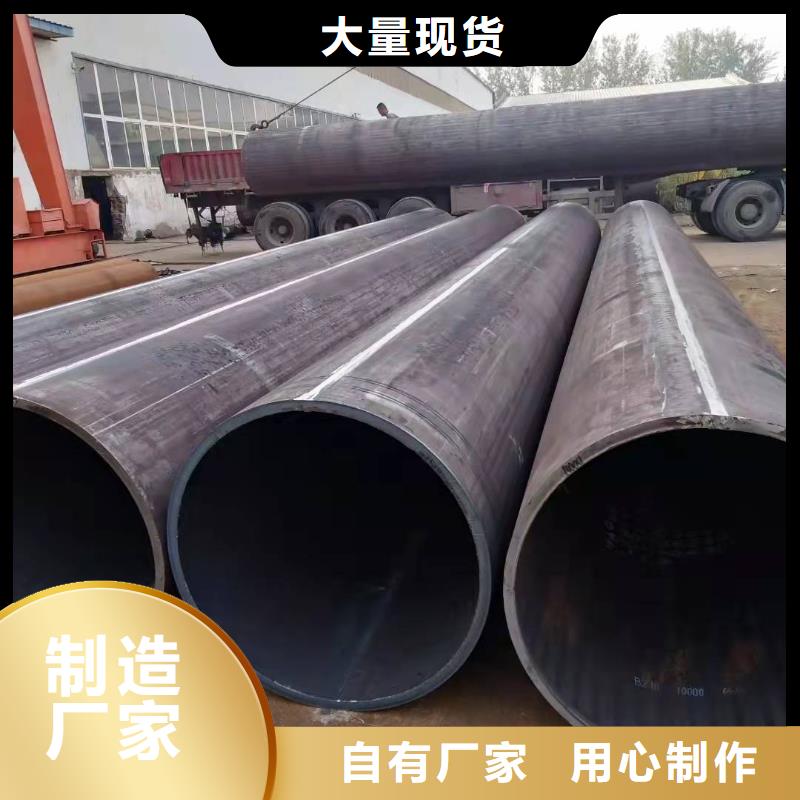
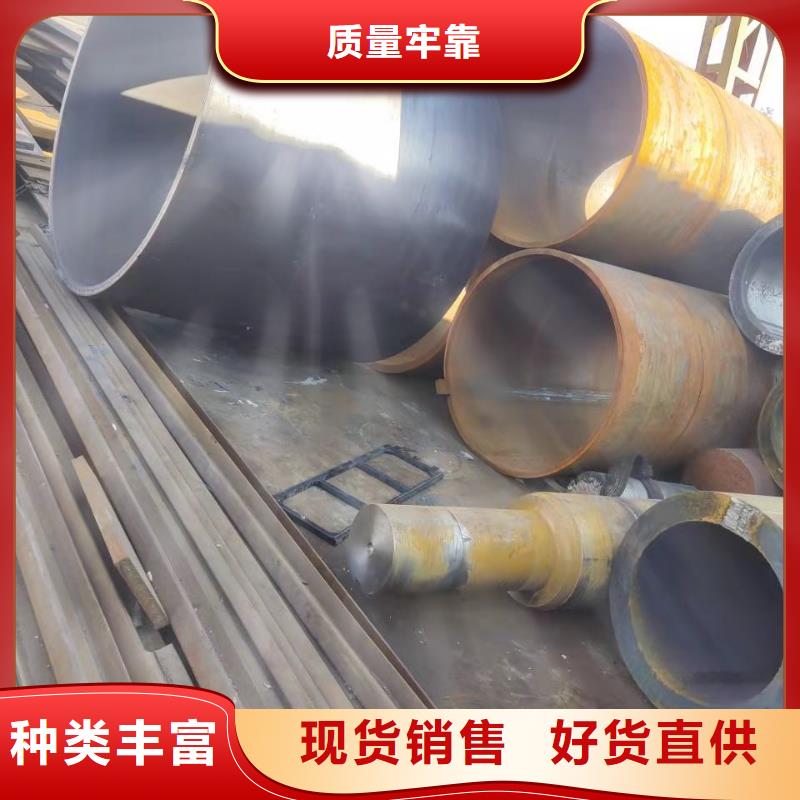
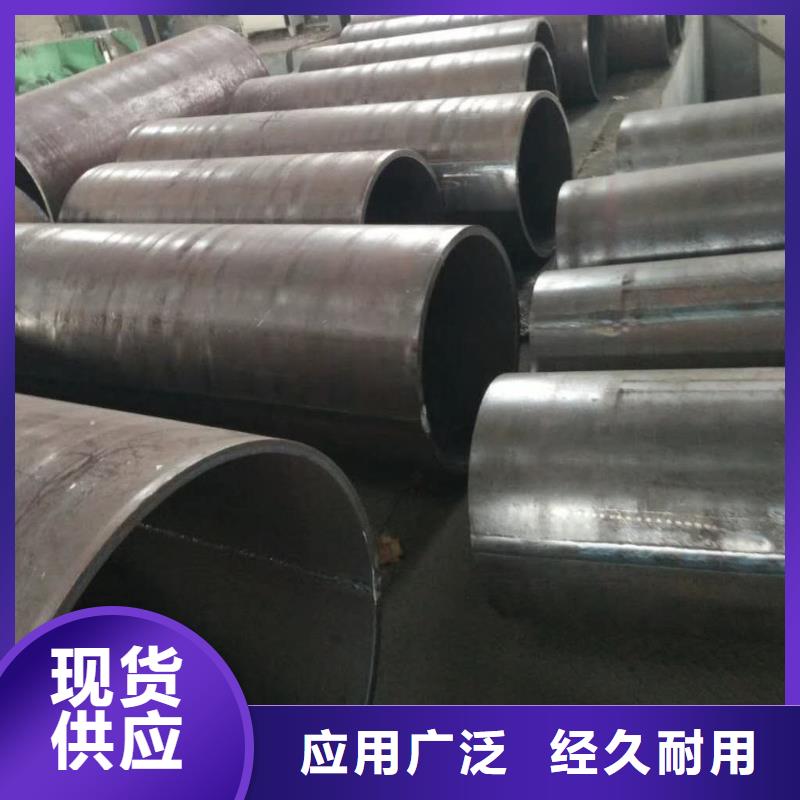
720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價
更新時間:2025-01-10 10:49:18 瀏覽次數:2
以下是:720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質量等級 | 1級 |
|---|
| 是否廠家 | 生產廠 |
|---|
| 產品材質 | 235b等 |
|---|
| 產品品牌 | 山特金屬 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 噸 |
|---|
| 產品顏色 | 碳黑 |
|---|
| 質保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 3年 |
|---|
| 產品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
|---|
以下是:720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價的圖文視頻
導讀 720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價,山特金屬制品有限公司專業從事720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價,聯系人:張經理,電話:13863598006、15206358344,QQ:940273024,發貨地:聊城經濟開發區匯通國際金屬物流園發貨到山東省 萊蕪市 萊城區、鋼城區,以下是720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價的詳細頁面。 山東省,萊蕪市 萊蕪市,古稱“嬴、牟”,別名鳳城,為山東省轄原地級市(2019年1月正式撤銷),位于地處山東省中部,泰山東麓,北鄰濟南市章丘區,東臨淄博市博山區、沂源縣,南臨泰安市的新泰市,西鄰泰安市岱岳區;地形為南緩北陡、向北突出的半圓形盆地;屬于溫帶季風氣候,四季分明;總面積2246.21平方千米,原轄2個市轄區;2017年常住人口137.6萬人。




鋼板卷管的生產過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8.焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11.焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13.每根鋼板卷管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
總結 720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價,山特金屬制品有限公司為您提供720*20大口徑鋼板卷管940*20大口徑鋼板卷管在線報價產品案例,聯系人:張經理,電話:13863598006、15206358344,QQ:940273024,發貨地:經濟開發區匯通國際金屬物流園。