

雙金屬復合襯板的焊縫余高控制
主要闡述了控制輸送用埋弧焊雙金屬復合襯板內、外焊縫余高的重要性。焊縫的余高大,則焊縫的應力集中系數大,容易形成應力腐蝕裂紋。外焊縫余高大,不利于防腐;內焊縫余高大,將會增加輸送介質的能源損失等。
埋弧焊雙金屬復合襯板對焊接質量的評價,首先是看內、外焊縫的余高及其形狀控制得好不好,焊縫流線是否規整。焊縫余高大且不是圓滑過渡過,則焊縫焊趾部位的應力集大系數大,對抗SCC不利。此外,外焊縫余高大,會給管子的陳記腐作業增加難道,成本增高;內焊的余高大,則對管道輸送介質的摩擦阻力大,管輸耗能也就大。因此,在生產埋弧雙金屬復合襯板時,必須控制內、外焊縫的余高。API 5L 標準中規定的焊縫余高只是 標準,而油氣輸送管線和海洋用管均將焊縫余高控制在2.5mm以下。


鑫銘萬通商貿有限公司有一支技能有素、實踐經驗豐富的科技攻關團隊,為能制造出性能優良、質量可靠的 山東萊蕪石油裂化管產品奠定了堅實的基礎。企業在充分利用自身技術研發能力的同時,還與國內多家重點大學聯合研發創新技術,科技前沿產品。公司擁有產品技術、高端的生產及檢測設備,為保證產品質量, 山東萊蕪石油裂化管關鍵原材料均從國外進口,并且制造產品的所有原材料都處于計算機的連續監控之下。



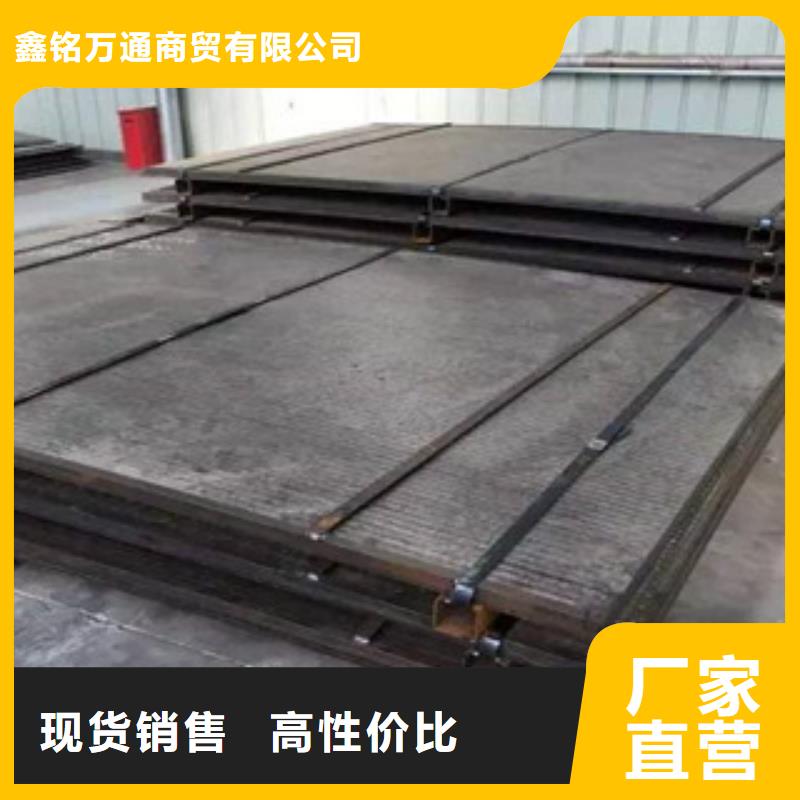
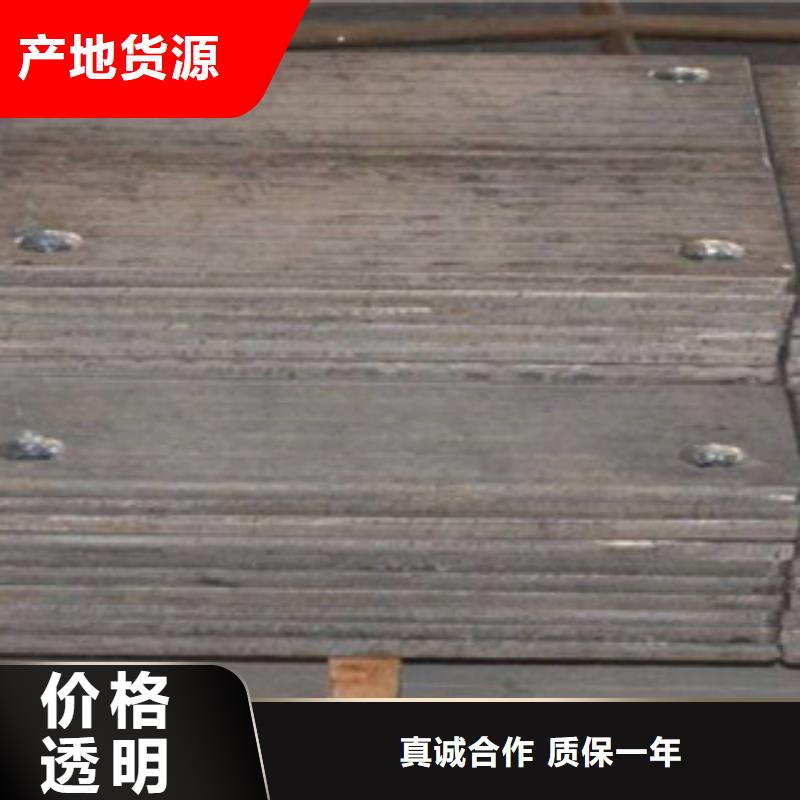
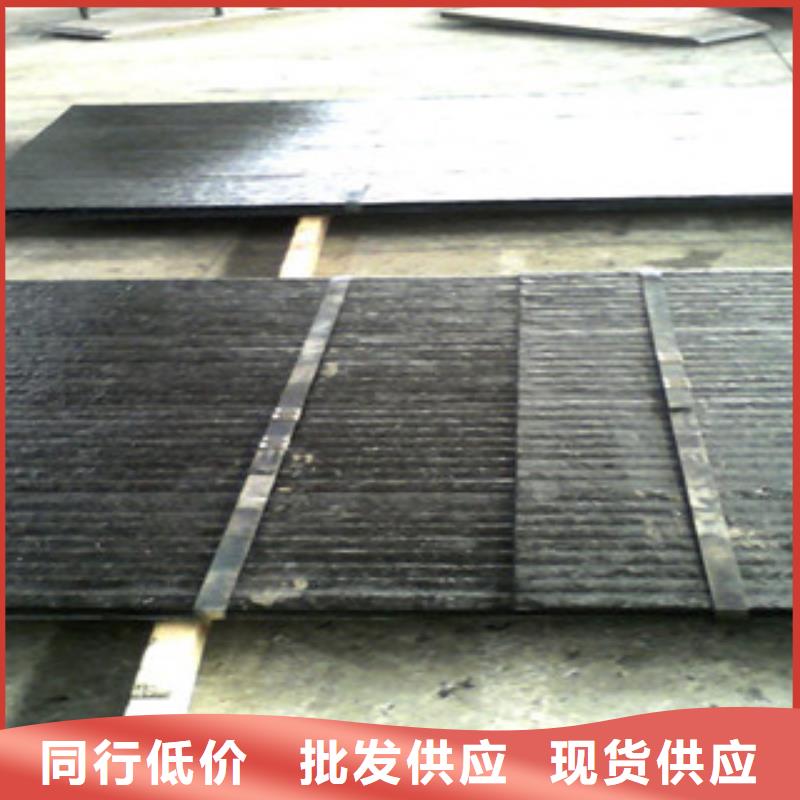
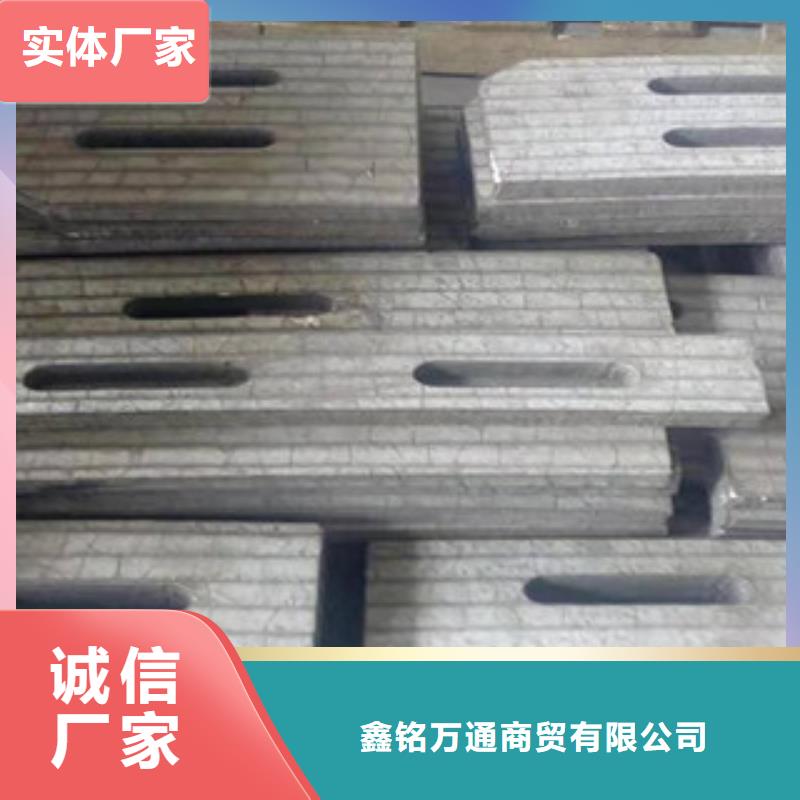
雙金屬復合耐磨鋼板 是在普通鋼板(Q235(A3)或耐熱鋼板(15CrMo、12Cr1MoV等)、不銹鋼板上堆焊耐形成以體積分數達到50%以上Cr7C3碳化物為主耐磨層。它具有高耐磨性、耐沖擊、可變形和可焊接等性能特性,可像鋼板一樣直接進行卷板變形、切割和打孔等工藝過程,加工成耐磨部件。
與眾多耐磨材料相比,耐磨復合鋼板有其不可替代的顯著特點:
1、高耐磨性
合金層的化學成分中碳含量達4~5%,鉻含量高達25~30%,其金相組織中Cr7C3碳化物的體積分數達到50%以上,宏觀硬度為HRC56~62,碳化鉻的硬度為HV1400~1800,高于沙石中石英的硬度HV800~1200。由于碳化物成于磨損方向相垂直分布,即使與同成分和硬度的鑄造合金相比較,耐磨性能提高一倍以上。與幾種典型的材料耐磨性對比如下:
(1)與低碳鋼;20~25:1
(2)與高錳鋼;5~10:1
(3)與工具鋼;5~10:1
(4)與鑄態高鉻鑄鐵;1.5~2.5:1
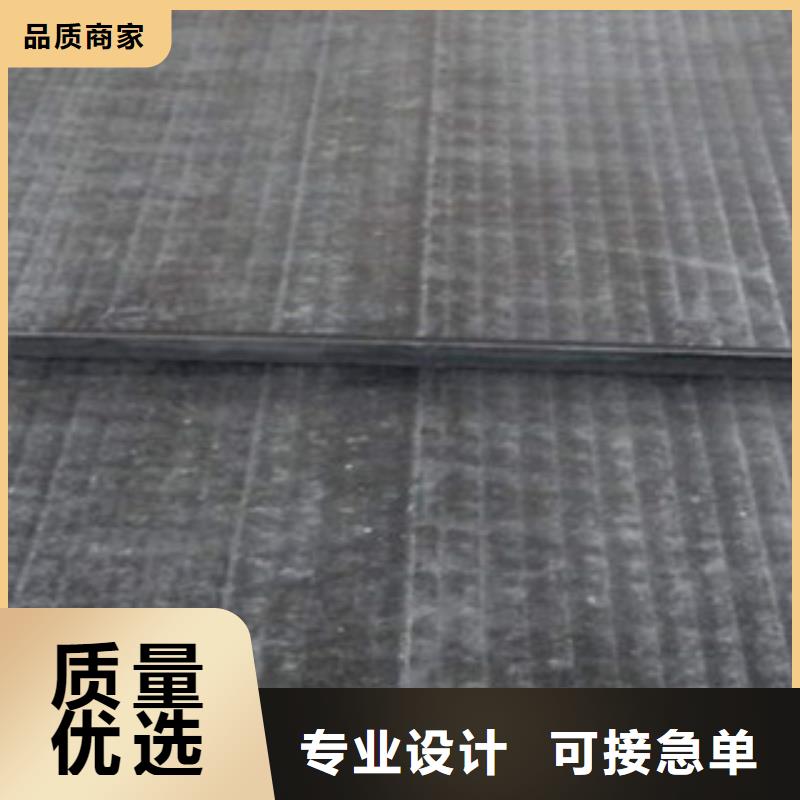
2、良好的耐沖擊性


隨著超大規模集成電路的特征線寬不斷減小,導致號傳輸延時、功耗增大以及互連阻容耦合增大等問題,為了解決這一問題,多孔低(超低)k介電材料越來越引起人們的注意。通過在前驅氣體D5源中添加甲烷,由ECRCVD沉積技術制備出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工藝及后道工藝中,薄膜需要經受400~450℃的熱沖擊,因此首先對不同甲烷流量下真空退火前后薄膜的結構、表面形貌和濕水性進行了研究。在真空熱處理過程中,熱穩定性較差的碳氫基團發生了熱解吸,使Si-O-Si網絡結構以及鏈式結構發生交聯而形成鼠籠結構,從而提高了薄膜中孔隙的含量,并使薄膜表面更平整。



