
想要更直觀地了解不銹鋼焊管不銹鋼復合板批發貨源產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。
以下是:不銹鋼焊管不銹鋼復合板批發貨源的圖文介紹
松潤金屬材料有限公司自成立起便將嚴謹的工作態度注入公司企業文化中,在 山東萊蕪16mm耐高溫板產品質量上嚴格把關,不僅要確保服務,還要保證品級優良;在員工培養和管理中,每一位銷售工程師都需要經過三個月的培訓,并通過 山東萊蕪16mm耐高溫板產品知識、技術能力等重要方面的多項考核后才可以正式上崗;同時設立售后服務專線,對于客訴員工,進行調查審核,一經證實,嚴肅處理; 我們始終堅持“誠信為本,把客戶的需求視為己任”,通過不斷地拓展 山東萊蕪16mm耐高溫板渠道,滿足客戶需求,公司真誠邀請國內各區域用戶合作。


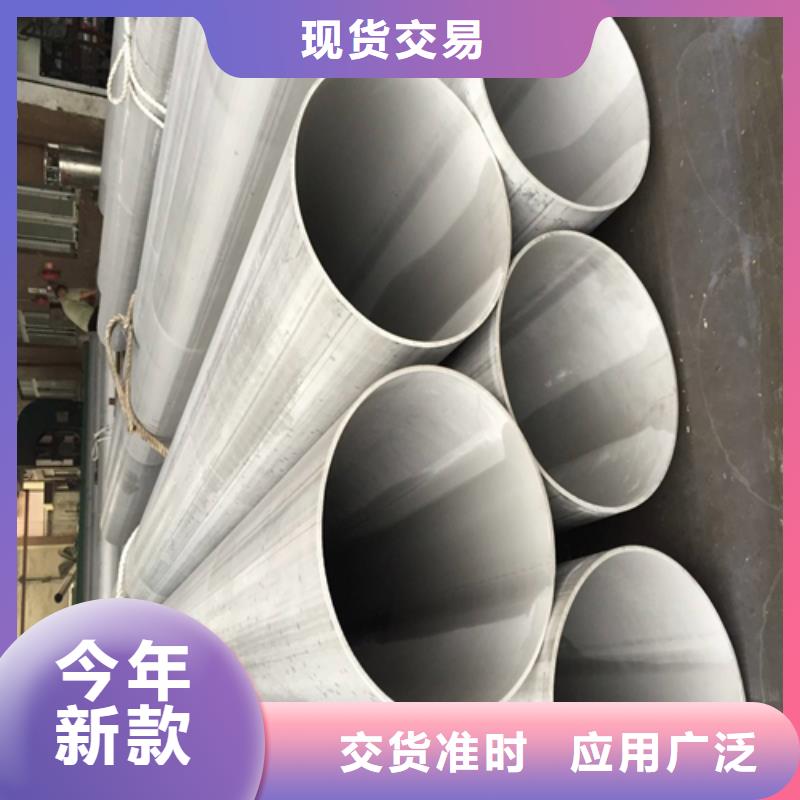
山東萊蕪松潤金屬材料有限公司專業生產銷售各種材質規格山東萊蕪不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,山東萊蕪不銹鋼焊管是通過不銹鋼板材卷、焊、打磨、噴砂、拋光等工藝制作完成,內壁依然保留肉眼可見焊縫。低壓流體輸送?鍍鋅焊接鋼管(GB/T3091-1993)也稱鍍鋅電焊鋼管,俗稱?管。是?于輸送?、煤?、空?、油及取暖蒸汽、暖?等?般較低壓?流體或其他?途的熱浸鍍鋅焊接(爐焊或電焊)鋼管。鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規格?公稱?徑(mm)表?,公稱?徑是內徑的近似值。習慣上常?英?表?,如11/2 等。.直縫電焊鋼管(YB242-63)是焊縫與鋼管縱向平?的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。



山東萊蕪松潤金屬材料有限公司專業生產銷售各種材質規格山東萊蕪不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管缺陷的產生原因及防止措施
不銹鋼焊管在焊接過程會出現一些缺陷,不銹鋼焊管的缺陷會導致應力集中,降低承載能力,縮短使用壽命,甚至造成脆斷。一般技術規程規定,裂紋、未焊透、未熔合和表面夾渣等是不允許有的;咬邊、內部夾渣和氣孔等缺陷不能超過一定的允許值,對于超標缺陷必須進行徹底去除和焊補。常見不銹鋼焊接管的焊接缺陷產生原因、危害及防止措施簡述如下。焊縫尺寸不符合要求主要指焊縫余高及余高差、焊縫寬度及寬度差、錯邊量、焊后變形等不符合標準規定的尺寸,焊縫高低不平,寬窄不齊,變形較大等。焊縫寬度不一致,除了造成焊縫成形不美觀外,還影響焊縫與母材的結合強度;焊縫余高過大,造成應力集中,而焊縫低于母材,則得不到足夠的接頭強度;錯邊和變形過大,則會使傳力扭曲及產生應力集中,造成強度下降。


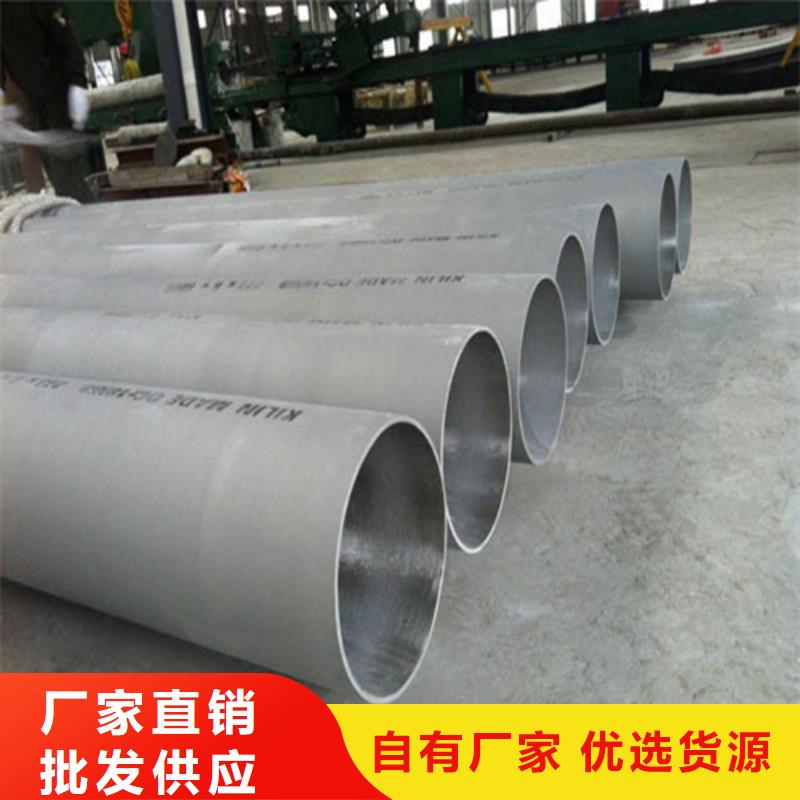
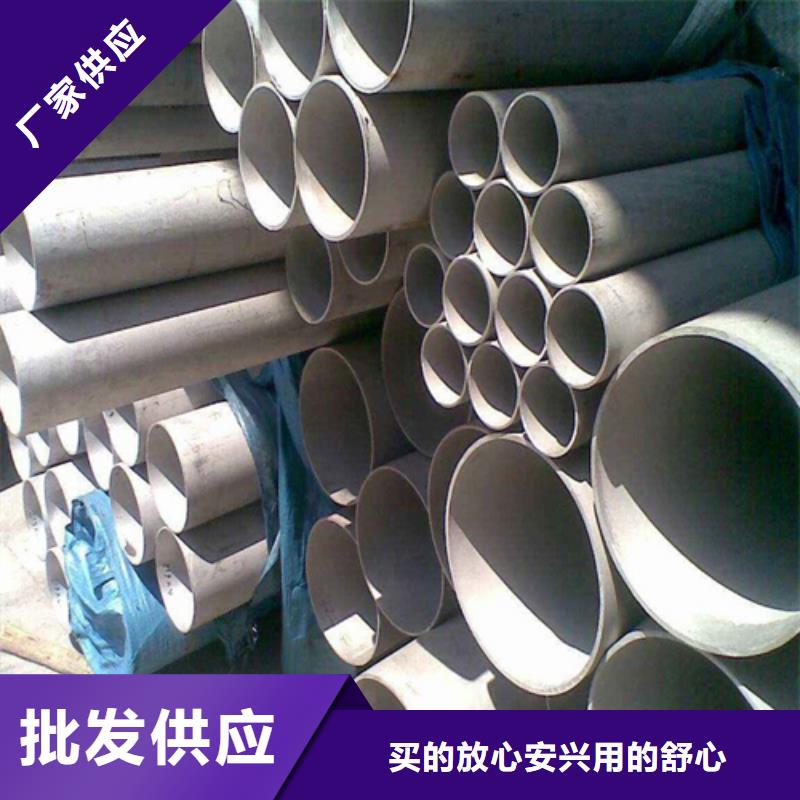
山東萊蕪松潤金屬材料有限公司專業生產銷售各種材質規格山東萊蕪不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,316l不銹鋼焊管規格尺寸316L不銹鋼焊管是不銹鋼焊管中的一種,其主要特點是具有優良的耐蝕性、防氧化性和高溫強度,而且較為耐熱和耐磨損。同時,316L不銹鋼焊管安裝方便、結構簡單,適用于各種高溫和高壓環境。但是在選購316L不銹鋼焊管時需要考慮它的規格尺寸,因為不同的規格尺寸會影響其在實際使用中的表現。下面將從規格尺寸展開講述316L不銹鋼焊管。1.管徑尺寸管徑尺寸通常是指焊管的外徑或者內徑,其中常用的外徑尺寸是6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、25mm等,而內徑尺寸的選擇則通常取決于所需的流量大小。2.管厚度尺寸管厚度尺寸通常是指管子的壁厚,而不銹鋼焊管的壁厚可分為2mm、2.5mm、3mm;其厚度越大,代表著其承受壓力越大,但同時比較沉重。3.管長尺寸管長尺寸較為明顯,在工程施工中需要量身定做。一般來說,管長是現場就地測量,然后加工制作的。但是在訂購時,也只需使用需求的長度即可。



山東萊蕪松潤金屬材料有限公司專業生產銷售各種材質規格山東萊蕪不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管焊前預熱與焊后熱處理有什么作??
不銹鋼焊管在焊接?產時需要進?焊前預熱和焊后的熱處理,這樣做有什么作?呢?
1.焊前預熱
焊前預熱及焊后熱處理對于保證焊接質量?常重要。重要構件的焊接、合?鋼的焊接及厚部件的焊接,都要求在焊前必須預熱。焊前預熱的主要作?如下:
(1)預熱能減緩焊后的冷卻速度,有利于焊縫?屬中擴散氫的逸出,避免產?氫致裂紋。同時也減少焊縫及熱影響區的淬硬程度,提?了焊接接頭的抗裂性。
(2)預熱可降低焊接應?。均勻地局部預熱或整體預熱,可以減少焊接區域被焊?件之間的溫度差(也稱為溫度梯度)。這樣,???降低了焊接應?,另???,降低了焊接應變速率,有利于避免產?焊接裂紋。
(3)預熱可以降低焊接結構的拘束度,對降低?接接頭的拘束度尤為明顯,隨著預熱溫度的提?,裂紋發?率下降。
預熱溫度和層間溫度的選擇不僅與鋼材和焊條的化學成分有關,還與焊接結構的剛性、焊接?法、環境溫度等有關,應綜合考慮這些因素后確定。另外,預熱溫度在鋼材板厚?向的均勻性和在焊縫區域的均勻性,對降低焊接應?有著重要的影響。局部預熱的寬度,應根據被焊?件的拘束度情況?定,?般應為焊縫區周圍各三倍壁厚,且不得少于150-200毫?。如果預熱不均勻,不但不減少焊接應?,反?會出現增?焊接應?的情況。

