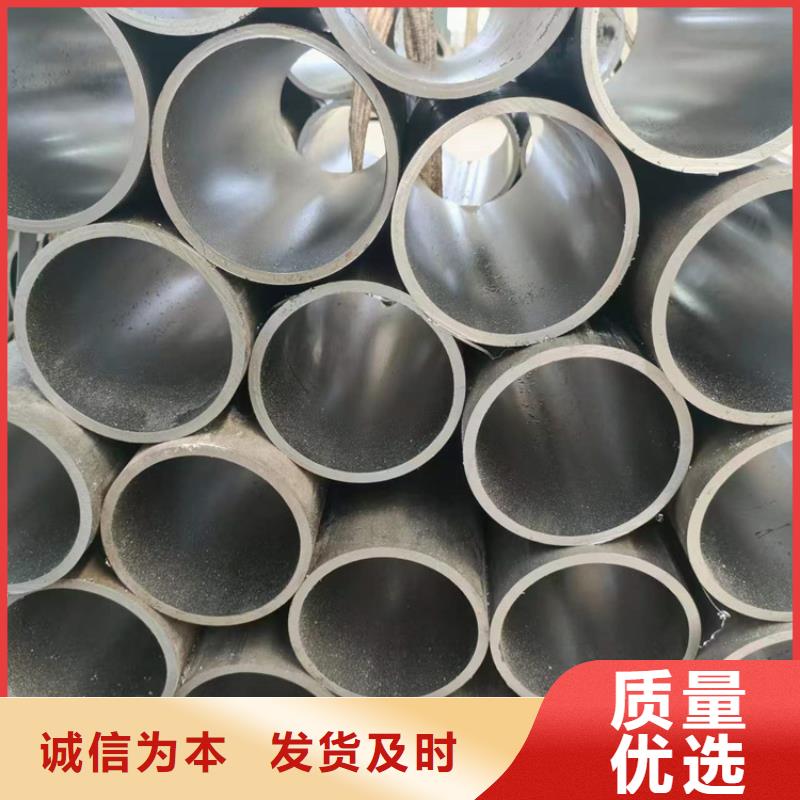


產(chǎn)品細節(jié)圖
惠的研磨管供應商")
萊蕪珩磨管絎磨管油缸管珩磨管的定壓過程1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積很小,接觸壓力大,孔壁的凸出部分很快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結(jié)劑的磨耗,使磨粒與粘結(jié)劑的結(jié)合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率下降。同時切下的切屑小而細,這些切屑對粘結(jié)劑的磨耗也很小。因此,油石磨粒脫落很少,此時磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端負荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時油石和孔表面的接觸面積越來越大,極細的切屑堆積于油石與孔壁之間不易清理,造成油石堵塞,變得很光滑。因此油石切削能力低,相當于拋光。若繼續(xù)珩磨,油石堵塞嚴重而產(chǎn)生粘結(jié)性堵塞時,油石失去切削能力并嚴重發(fā)熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結(jié)束珩磨。
惠的研磨管供應商")
惠的研磨管供應商")
公司實力
惠的研磨管供應商")
萊蕪企業(yè)旺旺珩磨管絎磨管油缸管根據(jù)對上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關鍵所在,一般工作溫度下使用尼龍就可以了,但對于要在高溫下工作的油缸來說,聚甲醛作為珩磨管的支承襯套才是理想選擇。珩磨管故障診斷的操作原則由于珩磨管一旦發(fā)生故障之后,牽扯的會比較多,很多與之相關的零配件甚至是整個設備都會因此受到不良影響,因此一定要對其故障進行及時的診斷并排除。相關的原則如下:首先,應判明珩磨管的工作條件和外圍環(huán)境是否正常;同時還需要弄清楚故障的性質(zhì),是設備機械部分或電器控制部分故障,還是珩磨管本身的故障?另外,還需檢查清楚珩磨管各種條件是否符合正常運行的要求。其次是根據(jù)珩磨管故障現(xiàn)象和特征,確定與該故障有關的區(qū)域,從而逐步縮小發(fā)生故障的范圍,檢測此區(qū)域內(nèi)的元件情況。為避免盲目性,必須根據(jù)系統(tǒng)基本原理,進行綜合分析、邏輯判斷,終找出珩磨管故障部位。由于珩磨管故障診斷是建立在運行記錄及某些系統(tǒng)參數(shù)基礎之上的,所以建立系統(tǒng)運行記錄是非常關鍵的;而且具備一定檢測手段,也能對珩磨管故障做出準確的定量分析。