
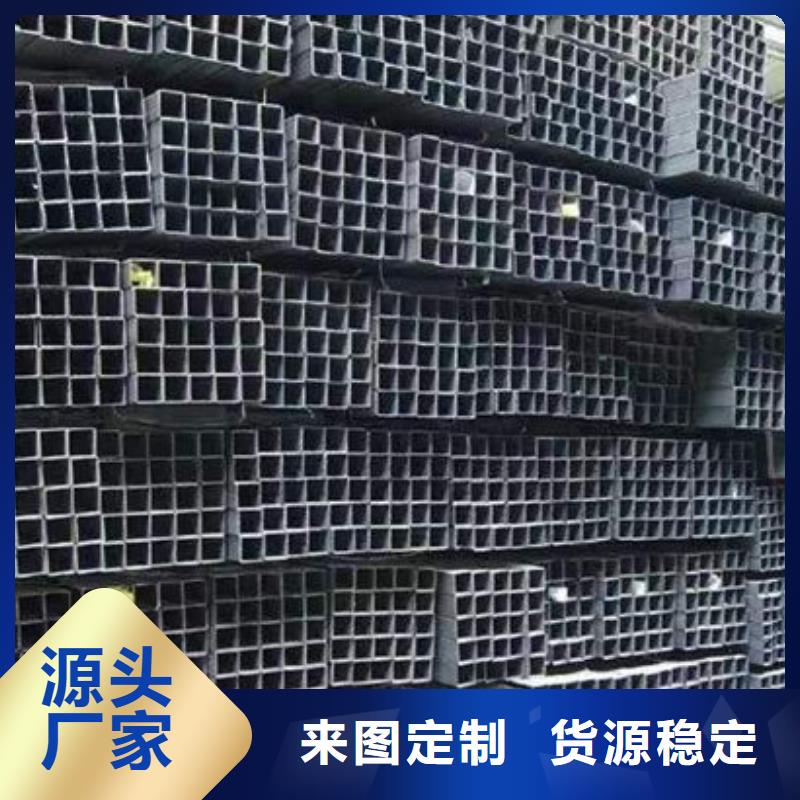







由于來賓普通碳素鋼高速線材在軋制的過程中,傳統(tǒng)上存 在著很多的問題。該文在充分析來賓普通碳素鋼軋制工藝的 基礎(chǔ)上,提出了高速線材軋制過程中的優(yōu)化和手段, 以此進(jìn)一步產(chǎn)品加工的精度和質(zhì)量。彌補(bǔ)我國(guó)對(duì)于高質(zhì)量高速線材軋制生產(chǎn)工藝的不足,結(jié)合先進(jìn)的技術(shù),為 優(yōu)化生產(chǎn)高速線材流程提供了技術(shù)參考。同時(shí)通過工藝的改善降低了整體成本,為我國(guó)航天、汽車等工業(yè)中優(yōu)質(zhì)鋼材的使用創(chuàng)造了良好的條件。來賓普通碳素鋼的坯料需要經(jīng)過熔煉、澆筑、開坯等過程的準(zhǔn)備工作,加工為150×145mm見方,長(zhǎng)度在12m左右的 方坯,為下一步的工藝流程做準(zhǔn)備。
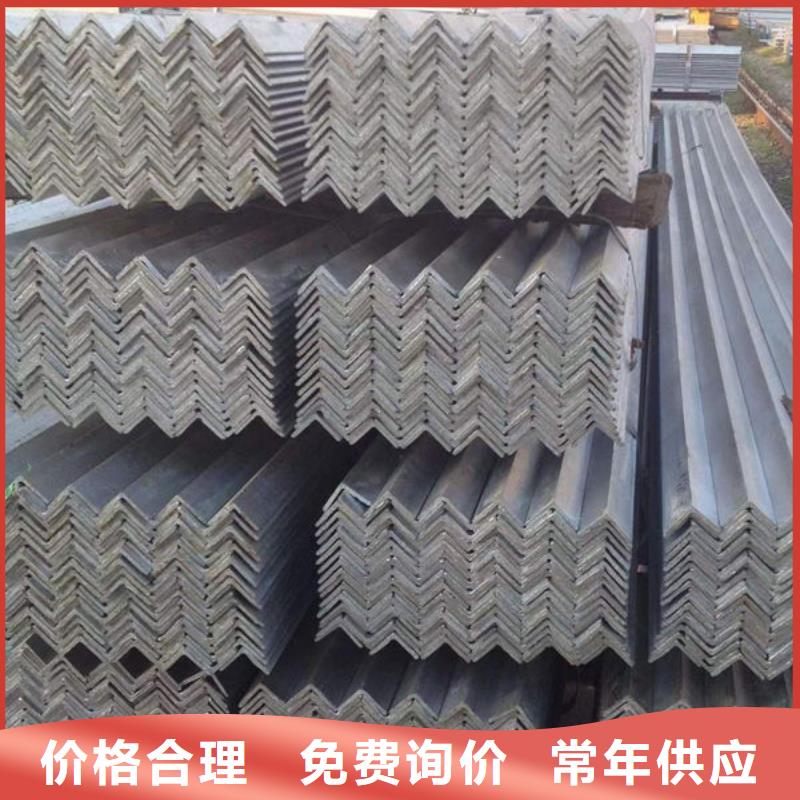
我國(guó)進(jìn)口、出口來賓角鋼各有一定批量,主要從、西歐進(jìn)口。出口輸往地區(qū)主要為港澳、東南亞、拉等。出口生產(chǎn)企業(yè)主要為遼寧、河北、北京、上海、天津等省市的鋼鐵廠(軋鋼廠)。進(jìn)口來賓角鋼品種多為大型、小型來賓角鋼及特殊形狀來賓角鋼,出口品種多為中型來賓角鋼如6號(hào)、7號(hào)等。來賓角鋼的表面在中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。來賓角鋼鋼材幾何形狀偏差的允許范圍在中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項(xiàng),并規(guī)定來賓角鋼不得有顯著的扭轉(zhuǎn)。
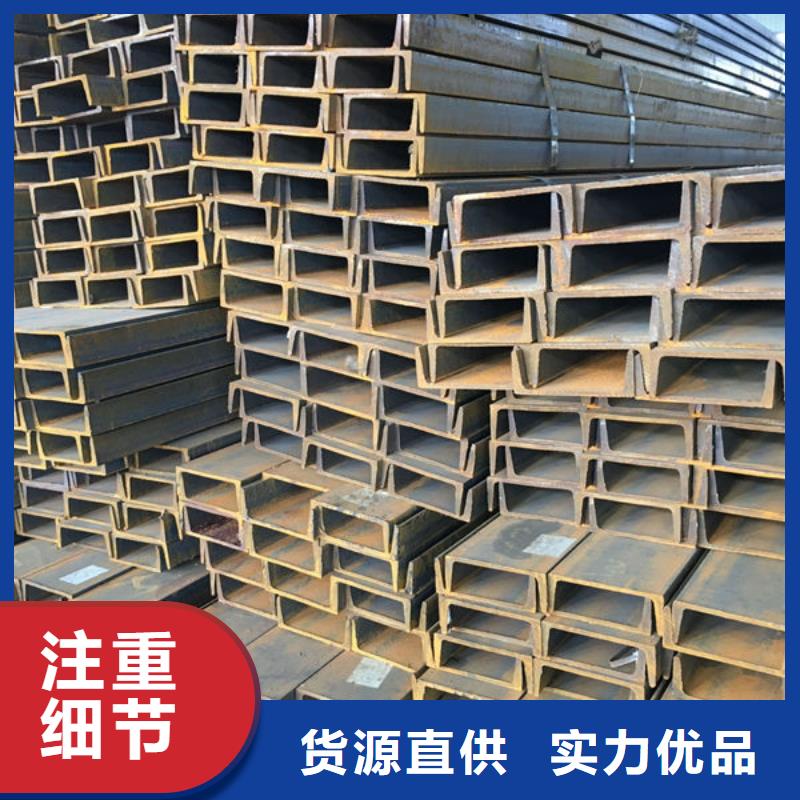
來賓H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。來賓H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設(shè)一組立式軋輥同時(shí)進(jìn)行輥軋,因此,其軋制工藝和設(shè)備都比普通軋機(jī)復(fù)雜。國(guó)內(nèi)可生產(chǎn)的 軋制h型鋼高度為800mm,超過了只能是焊接組合截面。 我國(guó)熱軋來賓H型鋼材國(guó)標(biāo)(GB/T11263-1998)將來賓H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號(hào)分別為hz、hk和hu。窄翼緣來賓H型鋼適用于梁或壓彎構(gòu)件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構(gòu)件或壓彎構(gòu)件。工字鋼與來賓H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
承插式涂塑來賓鋼管_環(huán)氧粉末防腐來賓鋼管_給排水防腐螺旋來賓鋼管-萬榮管道涂塑無縫來賓鋼管工藝流程:1、涂料進(jìn)廠經(jīng)質(zhì)量檢驗(yàn)合格直接進(jìn)入靜電噴涂,不合格退回廠家;2、來賓鋼管進(jìn)廠經(jīng)質(zhì)量檢驗(yàn)合格進(jìn)行管口處理,首先對(duì)管口毛刺及焊縫磨平(焊筋高度不能超過0.5mm);3、涂塑無縫鋼材管管口處理完畢進(jìn)入酸洗(一般用濃度不超過30%的鹽酸,在酸洗池浸泡3分鐘以上),對(duì)于口徑大于DN800以上可以直接進(jìn)行噴砂除銹即可;4、酸洗完畢進(jìn)入磷化,首先將經(jīng)酸洗后來賓鋼管立即水平放入磷化池浸泡,取出磷化池。目的使來賓鋼管表面產(chǎn)生一層磷化膜,短時(shí)間內(nèi)不易被氧化,避免再次生銹。
