



球墨鑄鐵管管件采用先進的環(huán)保無污染綠色真空消失模生產工藝,球墨管件具有強度高、耐腐蝕、壽命長、外表光滑、性能穩(wěn)定等優(yōu)良性,是傳統(tǒng)管件的理想更新?lián)Q代產品,產品銷往全國各地并出口到中東、東南亞、非洲等地區(qū)。其產品在不同的領域廣泛使用。公司引進先進的生產設備和檢測設備及精密的化驗設備。生產工藝技術先進,產品質量優(yōu)良,遠銷全國各地,深受用戶好評。鑄造廠已有20多年的鑄造、鍛造歷史,資源條件得天獨厚,廠區(qū)距京廣鐵路、京珠高速、107國道僅15公里,交通十分便利。利用優(yōu)質進口鐵礦粉,采用多項先進生產工藝,年產優(yōu)質鑄造生鐵、煉鋼生鐵、球墨鑄鐵、灰鐵40萬噸。

球墨鑄鐵管鑄鐵鑄造領域。含鎂量4%、5%、5.5%屬于低鎂球化劑,RE在1%-2%之間,多用于中頻爐熔煉、低硫鐵液的球化處理。它具有球化反應和緩、球化元素易于充分吸收的優(yōu)點。含鎂量6%、7%屬中鎂系列球化劑,多用于沖天爐、電爐雙聯(lián)熔煉,或中頻爐熔煉珠光體型鑄態(tài)球墨鑄鐵鑄件。根據(jù)鑄件壁厚和原鐵水含硫量,確定合適的球化劑加入量,適用范圍廣,球化處理工藝寬泛。高鎂系列球化劑,適合沖天爐熔煉、含硫量0.06%-0.09%的鐵液,加入量在1.6%-2.0%之間。低鋁球化劑使用于容易產生皮下氣孔缺陷的鑄件,以及對鐵液含鋁量有要求的鑄件。純Ce、純La生產的球化劑,球化處理后鐵液純凈夾雜物少、石墨球圓整。釔基重稀土生產的球化劑適合于大斷面鑄件,延緩球化衰退、防止塊狀石墨。含Sb球化劑用于珠光體型球墨鑄鐵。 低硅球化劑適用于使用大量回爐料的鑄造工廠;鎳鎂球化劑則用于高鎳奧氏體球墨鑄鐵。
上述問題提出了一種熱模法離心球墨鑄鐵管及其生產工藝,節(jié)能環(huán)保,提高了生產效率,提高了鑄管的延伸率。
具體的技術方案如下:
一種熱模法離心球墨鑄鐵管,包括鑄鐵管的管體,鑄鐵管的管體的內壁上涂覆一層基層,基層上還設有一層保護層;
基層的組成成份按重量百分比計包括:
銅粉5-12%、
鋁粉8-22%、
二氧化鈦3-8%、
余量的鐵粉;
保護層的組成成份按重量百分比計包括:
固化劑0.5-3%、
煤瀝青3-12%、
石英粉10-20%、
增韌劑0.03-3%、
余量的水性環(huán)氧樹脂。
進一步的,固化劑為聚胺類固化劑。
進一步的,增韌劑為納米碳酸鈣和納米二
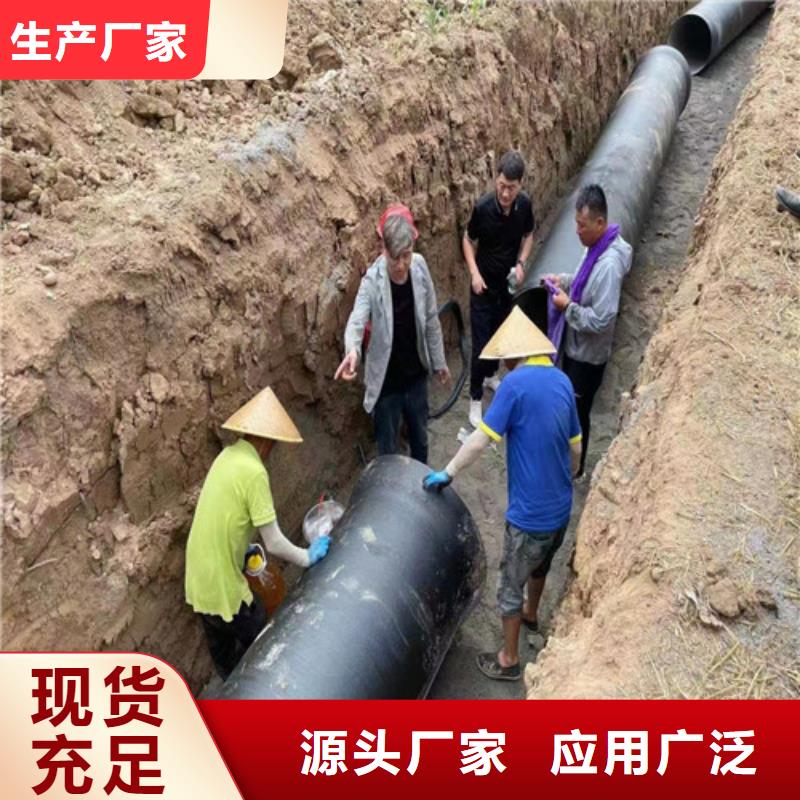
安裝球墨鑄鐵管溝槽地基處理】
2.1 溝槽局部超挖或發(fā)生擾動時,應按下列規(guī)定處理:
a.超挖深度不超過 150mm 時,可用挖槽原土回填夯實,其壓實度不應低于原地基土 的密實度;
b.槽底地基土壤含水量較大、不適于壓實時,應采取換填等有效措施。
2.2 排水不良造成地基土擾動時,應按下列方法處理:
a.擾動深度在 100mm 以內,宜填天然級配砂石或砂礫處理;
b.擾動深度在 300mm 以內,但下部堅硬時,宜填卵石或塊石,再用礫石填充空隙并 找平表面。
2.3 原狀土地基局部超挖或擾動時,應按 7.2.1 規(guī)定進行處理。
2.4 巖石地基局部超挖時,應將基底碎渣全部清理,回填低強度等級混凝土或粒徑 10~ 15mm 的砂石回填夯實。
2.5 原狀地基為巖石或堅硬土層時,管道下方應鋪設砂墊層,其厚度應符合表 2 的規(guī)定。
