
更新時間:2025-01-31 08:56:23 瀏覽次數:6 公司名稱: 建貿數控鋼筋籠滾焊機廠家有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 38000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 10 |
| 運費說明 | 汽運 |




寶潤機械有限公司
寶潤機械有限公司
、直式樁機前后行走時,移動樁架的鋼絲繩的空端不得拴在吊樁滑輪上。滑走管的傾斜度不得大于1,樁機橫移至走管終端距離不得小于1m,注意防止側滑體傾倒。 24、塔式樁機行走時,其地錨必須牢固,纜風繩附近10m內不得站人或通行,用卷揚機副卷筒移動樁架時,一根鋼絲不得同時繞在二個卷筒上。 25、用蒸汽打樁機拉樁時,必須停止錘擊,禁止錘擊和拉樁同時作業。 26、作業中,吊錘的制動環與鋼絲繩的連接必須牢固,并要經常檢查。 27、汽錘配汽閥的彈簧損壞時,應停錘更換后,方可繼續作業。 28、插樁后應緩慢開啟冷門,先排出汽錘內的冷凝水,調整樁錘落距大于800mm,校正樁的垂直度,10擊的貫入大于20mm。控制汽門應有專人負責,發現緊急情況應及時停止供汽。 29、在泥土灌注樁施工拔管時,必須與汽錘反打的速度相配合,不準卷揚機硬拔鋼筋籠繞筋機
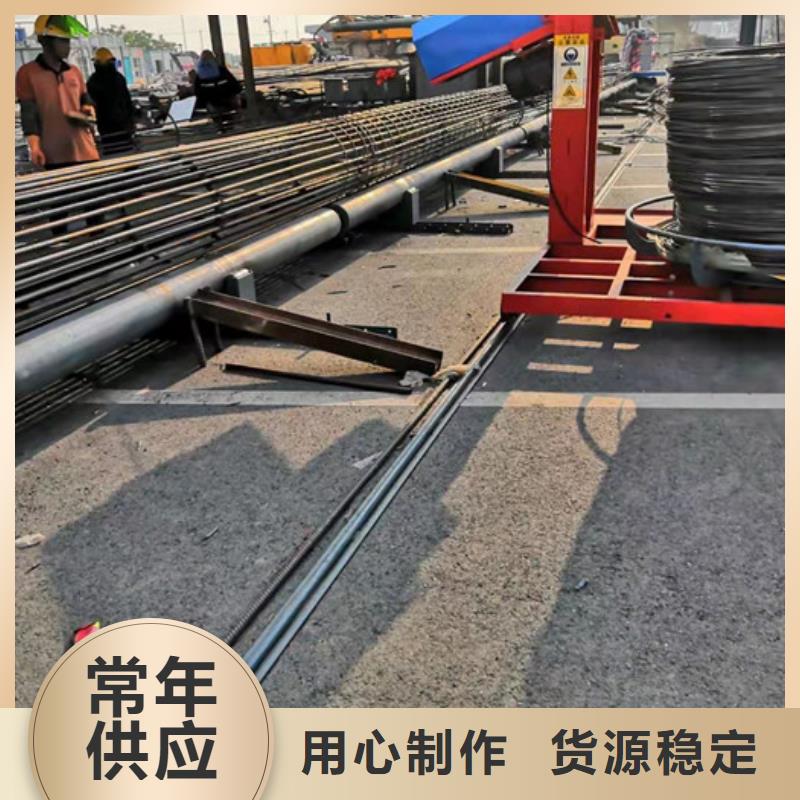
 當骨架進入孔口后,應將其扶正徐徐下降,嚴禁擺動碰撞孔壁。然后,由下而上地逐個解去綁扎鋼管的綁扎點及鋼筋十字支撐。當骨架下降到第三吊點附近的加強箍接近孔口,可用型鋼等穿過加強箍筋的下方,將骨架支承于枕木之上。再起吊第二節骨架,使上下兩節骨架位于同直線上進行焊接,焊接時要保證上下主筋順直,焊接長度單面焊為10d、雙面焊5d。焊縫要飽滿、無燒傷主筋、無焊渣殘留。每一處接頭焊接完成,需要自檢并且上報監理工程師,合格后方可進行下一道工序。全部接頭焊好后就可以下沉入孔,直至所有骨架安裝完畢。并在孔口牢固定位,以免在灌注混凝土過程中發生浮籠現象。 吊筋:由測定的孔口標高來計算吊筋的長度,并反復核對無誤后再焊接定位筋。吊筋采用Φ10的鋼筋制作采用四點支撐。利用護樁在鋼筋籠上拉出十字線,找出鋼筋籠中心,并使其與樁位中心重合。然后在定位鋼筋骨架頂端的頂吊圈下面插入兩根平行的型鋼,并將整個定位骨架支托于枕木上。?為了節省鋼筋籠焊接時間,現場需保持不少于二臺電焊機,分工流水作業。電機電流要適中,不宜過大過小,防止焊接時燒傷鋼筋。鋼筋籠繞筋機
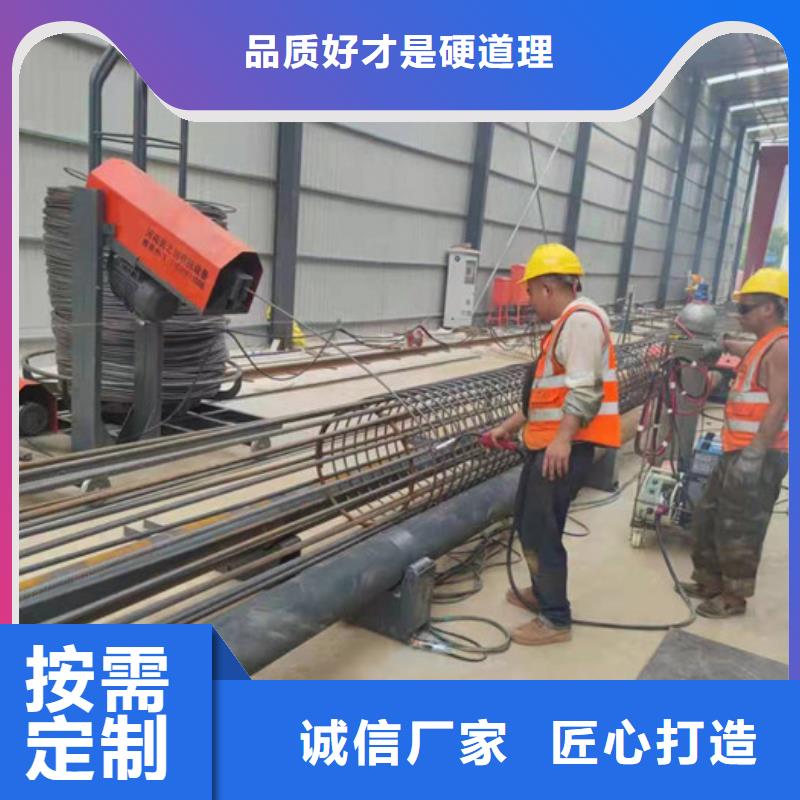
當骨架進入孔口后,應將其扶正徐徐下降,嚴禁擺動碰撞孔壁。然后,由下而上地逐個解去綁扎鋼管的綁扎點及鋼筋十字支撐。當骨架下降到第三吊點附近的加強箍接近孔口,可用型鋼等穿過加強箍筋的下方,將骨架支承于枕木之上。再起吊第二節骨架,使上下兩節骨架位于同直線上進行焊接,焊接時要保證上下主筋順直,焊接長度單面焊為10d、雙面焊5d。焊縫要飽滿、無燒傷主筋、無焊渣殘留。每一處接頭焊接完成,需要自檢并且上報監理工程師,合格后方可進行下一道工序。全部接頭焊好后就可以下沉入孔,直至所有骨架安裝完畢。并在孔口牢固定位,以免在灌注混凝土過程中發生浮籠現象。 吊筋:由測定的孔口標高來計算吊筋的長度,并反復核對無誤后再焊接定位筋。吊筋采用Φ10的鋼筋制作采用四點支撐。利用護樁在鋼筋籠上拉出十字線,找出鋼筋籠中心,并使其與樁位中心重合。然后在定位鋼筋骨架頂端的頂吊圈下面插入兩根平行的型鋼,并將整個定位骨架支托于枕木上。?為了節省鋼筋籠焊接時間,現場需保持不少于二臺電焊機,分工流水作業。電機電流要適中,不宜過大過小,防止焊接時燒傷鋼筋。鋼筋籠繞筋機


