


文字或許能描繪螺旋式注漿管聲測管產(chǎn)品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點(diǎn)擊都是一次心靈的觸動。快來觀看,讓產(chǎn)品活起來!
以下是:螺旋式注漿管聲測管的圖文介紹

幾年來,承蒙社會各界人士的關(guān)心和支持,日升昌鋼管聲測管廠家充分發(fā)揮自身優(yōu)勢,積j i面向 廣西來賓樁尖廠家市場,參與競爭, 取得了良好的生態(tài)效益、社會效益和經(jīng)濟(jì)效益,受到了社會各界的好評,有較好的認(rèn)知度和美譽(yù)度。我們將再接再勵,不斷加強(qiáng)自身建設(shè)。


聲測管外觀打磨技術(shù)要點(diǎn):1、廣西來賓基礎(chǔ),對聲測管進(jìn)行目測檢驗,如焊縫是否有漏焊,焊穿,焊點(diǎn)深淺不均勻,偏離接縫太遠(yuǎn),局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴(yán)重變形等在本工序無法補(bǔ)救的缺陷,如果有上述缺陷應(yīng)返回上道工序修整。如果無上述缺陷,進(jìn)入打磨工序。2、廣西來賓粗磨,用砂帶在三面上往返磨削聲測管,去掉工件焊接留下的焊點(diǎn),以及在上步工序出現(xiàn)的碰傷,達(dá)到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷,經(jīng)此步工序后聲測管的粗糙度應(yīng)能達(dá)到R0.8mm。3、廣西來賓半精磨,用砂帶按照前面往返磨削工件的方法中磨聲測管的三面,主要是對前面工序出現(xiàn)的接縫進(jìn)行修正以及對粗磨后產(chǎn)生的印痕進(jìn)行進(jìn)一步的細(xì)磨,對前面工序留下的印痕要反復(fù)磨削,達(dá)到工件表面無劃痕,基本變亮。本工序表面粗糙度應(yīng)能達(dá)到R0.4mm。4、廣西來賓精磨,用砂帶主要是對前步工序出現(xiàn)的細(xì)小紋線的修正磨削,磨削方法與上同。本工序要達(dá)到的目標(biāo)是磨削部分與聲測管未磨削部分的接縫基本消失,工件表面進(jìn)一步光亮,通過本工序磨削后的聲測管要基本接近鏡面效果,工件表面粗糙度應(yīng)能達(dá)到R0.1mm。



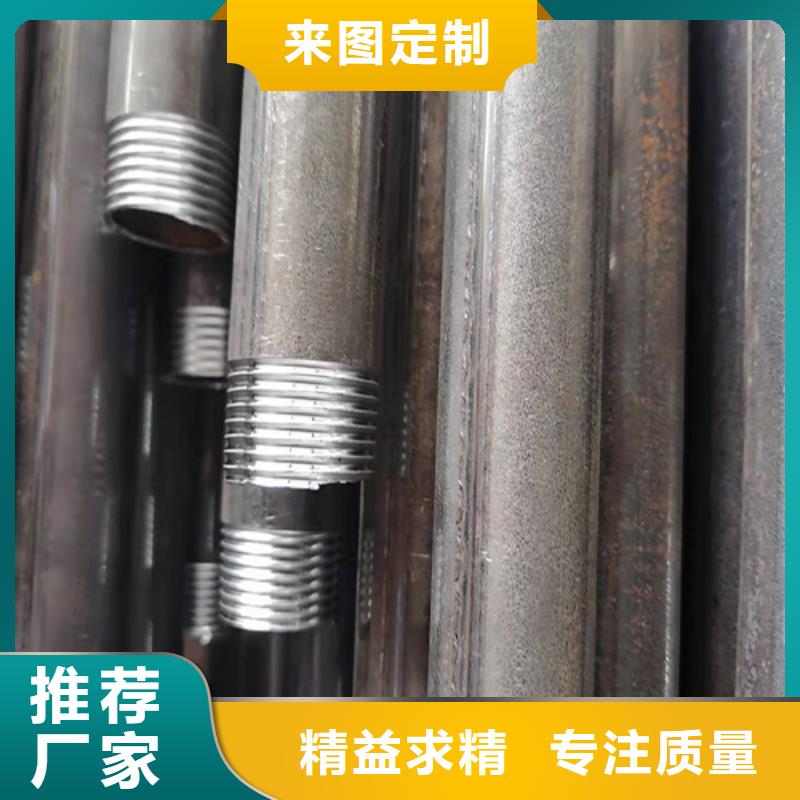
公稱通徑是管路系統(tǒng)中所有管路附件用數(shù)字表示的尺寸,聲測管公稱通徑是供參考用的一個方便的圓整數(shù),與聲測管加工尺寸僅呈不嚴(yán)格的關(guān)系。公稱通徑用字母“DN”后面緊跟一個數(shù)字標(biāo)志。公稱通徑(nominaldiameter),又稱平均外徑(meanoutsidediameter)。這是緣自聲測管的管璧很薄,管外徑與管內(nèi)徑相差無幾,所以取管的外徑與管的內(nèi)徑之平均值當(dāng)作管徑稱呼。DN是公稱通徑,公稱通徑(或叫公稱直徑),就是各種聲測管與管路附件的通用口徑。同一公稱直徑的聲測管與管路附件均能相互連接,具有互換性.它不是實(shí)際意義上的管道外徑或內(nèi)徑,雖然其數(shù)值跟管道內(nèi)徑較為接近或相等;為了使聲測管、廣西來賓本地管件連接尺寸統(tǒng)一,采用公稱直徑(也稱公稱口徑、廣西來賓本地公稱通徑)。例如焊接鋼管按厚度可分為薄壁鋼管、廣西來賓本地普通鋼管和加厚鋼管。其公稱直徑不是外徑,也不是內(nèi)徑,而是近似普通鋼管內(nèi)徑的一個名義尺寸。每一公稱直徑,對應(yīng)一個外徑,其內(nèi)徑數(shù)值隨厚度不同而不同。公稱直徑可用公制mm表示,也可用英制in表示。管路附件也用公稱直徑表示,意義同有縫管。套筒式聲測管與其它聲測管一樣,對于主體管材要求是焊管或者無縫規(guī)格,焊管居多。套筒式聲測管主體管1.便利性整個安裝過程,方式簡單,、廣西來賓本地不需在工地進(jìn)行焊接工作,不用液壓鉗,采用插拔式的方法直接固定就可以,零部件都是在廠子里加工好了,具有操作便捷、廣西來賓本地密封性好、廣西來賓本地成本低等優(yōu)點(diǎn)。2.性套筒式聲測管是創(chuàng)新實(shí)用型檢測鋼管,經(jīng)過各方權(quán)威機(jī)構(gòu)檢測,鋼管抗拉強(qiáng)度≧315;嵌入后接頭處抗拉承載力≧3噸。密封性在內(nèi)壓1.0Mpa,外壓4Mpa,持續(xù)時間1分鐘的實(shí)驗強(qiáng)度下,接頭處無滲漏,無變形;完全滿足JT/T?705-2007標(biāo)準(zhǔn)。筒式聲測管常規(guī)型號:(尺寸mm)?外徑:Φ50、廣西來賓本地Φ54、廣西來賓本地Φ57


點(diǎn)擊查看日升昌鋼管聲測管廠家的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】