


為了給您提供更的槽鋼冷拔方鋼生產(chǎn)廠家產(chǎn)地批發(fā)產(chǎn)品信息,我們上傳了的產(chǎn)品視頻。看視頻,選購不迷路。
以下是:槽鋼冷拔方鋼生產(chǎn)廠家產(chǎn)地批發(fā)的圖文介紹
宏鉅天成鋼管有限公司擁有技術(shù)研發(fā)隊伍、雄厚的技術(shù)創(chuàng)新和 廣西來賓冷拔方鋼產(chǎn)品開發(fā)能力:擁有完善的質(zhì)量保證體系、嚴格的管理制度、強大的生產(chǎn)能力和先進的檢測手段、雄厚的實力。我們本著求是創(chuàng)新開發(fā)進取團結(jié)奮進的精神,以振興民族工業(yè)為己任、在廣泛的 廣西來賓冷拔方鋼領(lǐng)域里,為客戶提供及時有效的解決方案.

廠家產(chǎn)地批發(fā)")
廠家產(chǎn)地批發(fā)")
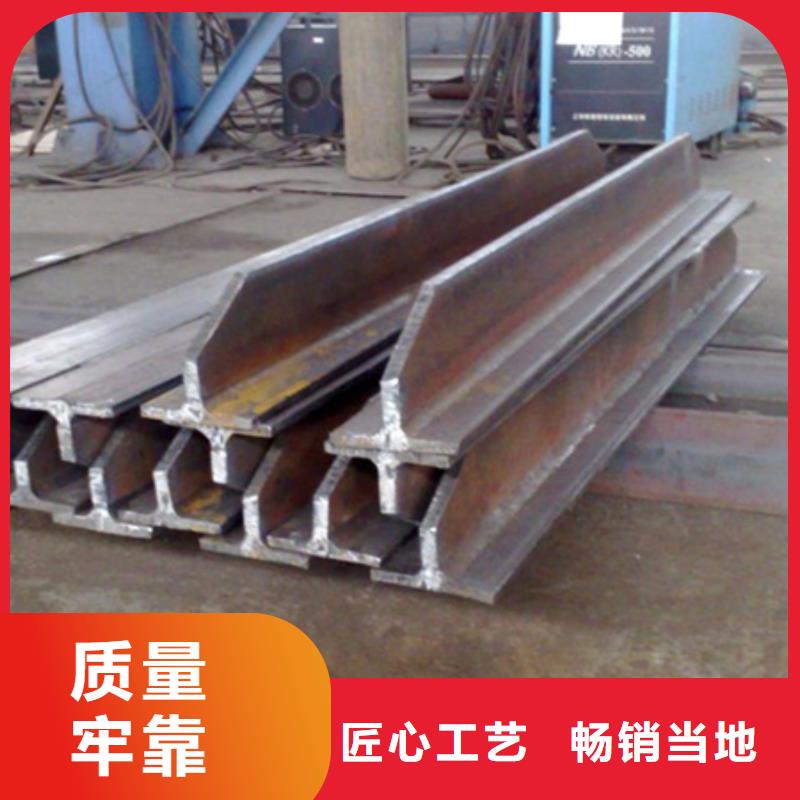
1、針對冷床冷卻速度慢的問題,在冷床區(qū)增加了水霧風機來提高冷床區(qū)的冷卻速度,又在剪機前一個倍尺處增加了一組水霧噴頭,降低槽鋼剪切部分的溫度,從而避免了因鋼溫高而造成的剪切缺陷。2、針對槽鋼剪刃設(shè)計存在的問題,結(jié)合生產(chǎn)實際情況,將剪刃設(shè)計為圖2所示的形狀(以100#槽鋼為例)。上剪刃寬度由100mm改為99mm,減少上剪刃在左右方向的間隙,改善槽鋼兩角部的剪切質(zhì)量;下剪刃兩角部圓弧尺寸由R8mm改為R7mm,提高兩角部的剪切重疊量,改善槽鋼肩部剪切質(zhì)量;下剪刃上邊寬度由79mm改為80mm,下邊寬度由97mm改為94mm,使下剪刃腿端斜度小于槽鋼成品孔型斜度,這樣在腿部剪切時,腿部上、下方向上不會同時受力,從而減少剪切力,改善剪切質(zhì)量。3、通過對各規(guī)格槽鋼實際剪切質(zhì)量和剪切間隙進行數(shù)據(jù)回歸分析,制定了每種規(guī)格的剪切間隙規(guī)范,具體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的不同墊片。每次更換剪刃時,先測量間隙,再選擇相應(yīng)的墊片,確保剪切間隙控制在工藝要求范圍內(nèi)。
廠家產(chǎn)地批發(fā)")
廠家產(chǎn)地批發(fā)")
廠家產(chǎn)地批發(fā)")
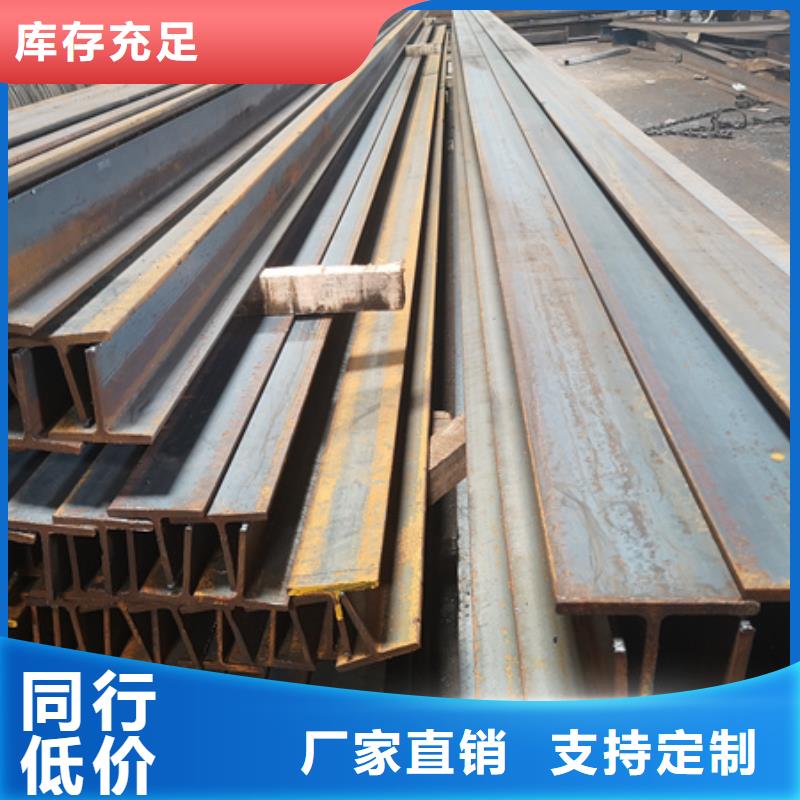
工字鋼的用途是相當廣泛,基本上和鋼鐵有關(guān)的行業(yè)的都會用到工字鋼,鋼結(jié)構(gòu)行業(yè)用到工字鋼也是相當?shù)亩唷9ぷ咒撘?guī)格里都有一個字母,基本上常見的型號的字母都是A或是B,相同型號的工字鋼,由于它的腿寬和腰厚也就是翼緣尺寸不同,為了便于區(qū)分,所以在型號后面不同的字母來區(qū)分。在相同的高度下,輕型槽鋼比普通槽鋼的腿窄、腰薄、重量輕。18 ―40 號為大型槽鋼,5 ―16 號槽鋼為中型槽鋼。在建筑中,槽鋼通常用“〔”來表示.如:〔16#,就是16#槽鋼}
廠家產(chǎn)地批發(fā)")
廠家產(chǎn)地批發(fā)")
槽鋼針對冷床冷卻速率慢的異常,在冷床區(qū)增補了水霧風機來抬高冷床區(qū)的冷卻速率,又在剪機前每個倍尺處增補了一組水霧噴頭,下降槽鋼剪切部門的溫度,從而防止了因鋼溫高而造成的剪切欠缺.2、針對槽鋼剪刃設(shè)計存在的異常,糾合出產(chǎn)現(xiàn)實境況,將剪刃設(shè)計為圖2所示的式樣(以100#槽鋼為例).上剪刃寬度由100mm改為99mm,減削上 剪刃在上下方位的空隙,改進槽鋼兩角部的剪切品質(zhì);下剪刃兩角部圓弧尺寸由R8mm改為R7mm,抬高兩角部的剪切重迭量,改進槽鋼肩部剪切品質(zhì);下剪刃上邊寬度由79mm改為80mm,下邊寬度由97mm改為94mm,使下剪刃腿端斜度小于槽鋼制品孔型斜度,這么在腿部剪切時,腿部上、下方位上不會同時受力,從而減削剪切力,改進剪切品質(zhì).3、經(jīng)過對各規(guī)格槽鋼現(xiàn)實剪切品質(zhì)和剪切空隙實行數(shù)據(jù)回去解析,制訂了每種規(guī)格的剪切空隙范例,整體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的差別墊片.每次改換剪刃時,先丈量空隙,再采得相應(yīng)的墊片,確保剪切空隙操縱在工藝條件界線內(nèi).
廠家產(chǎn)地批發(fā)")
廠家產(chǎn)地批發(fā)")
廠家產(chǎn)地批發(fā)")
點擊查看宏鉅天成鋼管有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】