



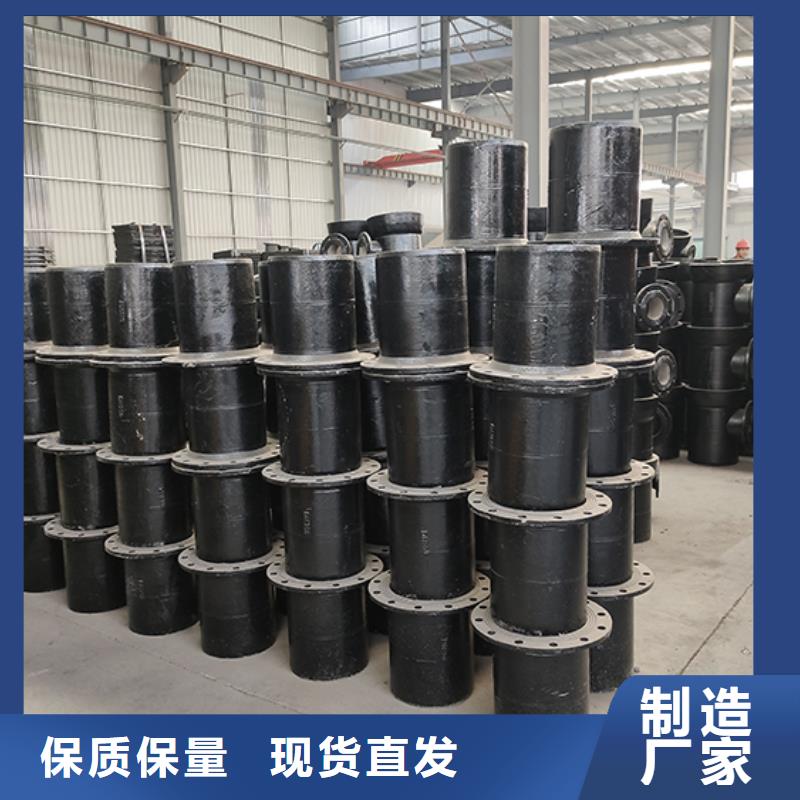






球墨鑄鐵管配件
高爐熔煉工藝簡介:1、高爐鐵水運輸到鑄造車間直接澆注鑄鐵件。顯而易見這是***佳的短流程熔煉工藝。由于原高爐鐵液對鑄件石墨狀態的遺傳效應和鐵液溫度決定鐵水的溶碳度、石墨析出量及尺寸大小造成鑄件的抗拉強度較低,加之高爐鐵液出爐溫度不夠高,一般低于1450℃及組織的遺傳效應。
2、將高爐鐵水倒入感應電爐與廢鋼、回爐料和配料中間合金一起熔配,經成分調整和熔煉后出爐經變質、球化等處理后澆注鑄鐵件。
3、將高爐鐵水先倒入保溫爐保溫待需要時再倒入感應電爐與廢鋼、回爐料和配料中間合金一起熔配,經成分調整和熔煉后出爐經變質、球化等處理后澆注鑄鐵件,應用與工藝上面第二種相同,只因高爐煉鐵與鑄造過程的匹配問題而將鐵水暫存保溫爐內。
球化處理方法簡介:1、鎂芯線喂入法 鎂芯線分為2種:①鎂合金線中含晚量為20%-35%,加入量為22m/t-25m/t;②純鎂線中含瑰量為90%-92%,加入量為32m/t-35m/t。歐洲采用鎂芯線球化處理工藝己占球化處理量的20%左右;
喂線球化具有球化率高,石墨細小(球化率1-2級,大小7級),鐵液純凈度好、易與鐵液分離(渣的二元堿舅)為2.5-4.0)處理溫降小(3040℃),作業環境好等特點.喂線速度40-80m/min;
2、沖入法 國內一般工廠均采用這種工藝。球化劑主要成分為:7%-9%M、1%-3%RE 40%-V44%Si球化劑加入量1.4%-1.7%(與原鐵液中含硫量有關)。采用堤壩式球化包,球化包凹坑中加入球化劑后,上蓋一定量的孕育劑,然后再覆蓋一層鑄鐵屑或薄鋼板;
3、轉包法 處理前將純鎂加入到轉包體后部由一塊石墨隔板形成的反應室內→定量加入鐵液→轉動包體進入處理狀態→鐵液經石墨隔板孔進入反應室進行球化反應→球化處理后將鐵液倒出。轉包法球化處理溫度一般為T=1460-1520℃,反應時間約80s,鎂的吸收率可高達60%-70%,石墨隔板壽命為300-350次;
轉包法球化具有球化成本低,鐵液純凈度好,允許原鐵液含硫量高((S可放寬至0.2%)球化處理后殘硫量低((S可低至0.005%-0.008%),處理過程中溫降小(40-50℃)等優點。但要求每小時至少應處理5包以上。
球墨鑄鐵管配件是球墨鑄鐵管的簡稱,球墨管是的主要原料是生鐵,離心球墨鑄鐵管是生鐵中添加一定比例的碳、硅、錳、硫、磷和鎂等球化劑然后進行內外防腐而成的。具有鐵的本質、鋼的性能,防腐性能優異、延展性能好,安裝簡易、主要用于市政、工礦企業給水、輸氣輸油等.但是如何辨別球墨鑄鐵管的質量好壞,檢驗球墨鑄鐵管是否合格,******跟大家分享一下1、劣質排水管外表經常有麻面現象。麻面是由于軋槽磨損嚴重引起排水管表面不規則的凹凸不平的缺陷。由于劣質排水管廠家要追求利潤,經常出現軋槽軋制***超標。2、劣質排水管表面易產生結疤。3、劣質材表面易產生裂紋,原因是它的坯料是土坯,土坯氣孔多,土坯在冷卻的過程中由于受到熱應力的作用,產生裂縫,經過軋制后***有裂紋。4、劣質排水管輕易刮傷,原因是劣質材廠家設備簡陋,易產生毛刺,刮傷排水管表面。深度刮傷降低球排水管的強度。5、劣質排水管無金屬光澤,呈淡紅色或類似生鐵的顏色。
1、為了安裝方便,可先用水浸濕橡膠圈。2、炎熱的夏季,潤滑油宜用植物油;寒冷的冬季,橡膠圈可用熱水預熱,以減少硬度,迅速安裝。 3、管子安裝中若需借轉,在用管子的自身借轉角無法滿足的情況下,可根據需借轉的角度,經計算后將管子的插口切割后斜口,這樣既可增大借轉角度,又能保證使用。 4、若無條件用水試壓時,也可考慮用空氣試壓。 5、管溝回填應分層夯實,若管道穿越道路時,為避免壓壞管身,可回填粗砂至管頂。 6、在施工中有時會發生接口滴漏。為避免此現象,在安裝時需嚴格按規范進行施工,需保證給每根管子都安裝到位,對于大口徑的管道需檢查每個接口膠圈的情況。 7、夏季施工過程中,可在接口部位適當覆土。 8、三通、彎頭必須做混凝土支墩。1、在吊車起吊鑄鐵管時應先試吊,確定機械運轉正常后才開始吊裝施工。吊車吊裝時,派專人指揮。2、用于安裝時起吊的三角架扒桿必須牢固結實,保證要有足夠的剛度、強度及穩定性。鋼繩、手板葫蘆應每吊一次隨即檢查一遍,確保施工。3、管道在運輸、吊裝過程中要加強保護,避免碰撞等使管道破損或損壞鑄鐵管防腐層。4、施工過程中要注意施工,保證工程質量。做到一次成優。
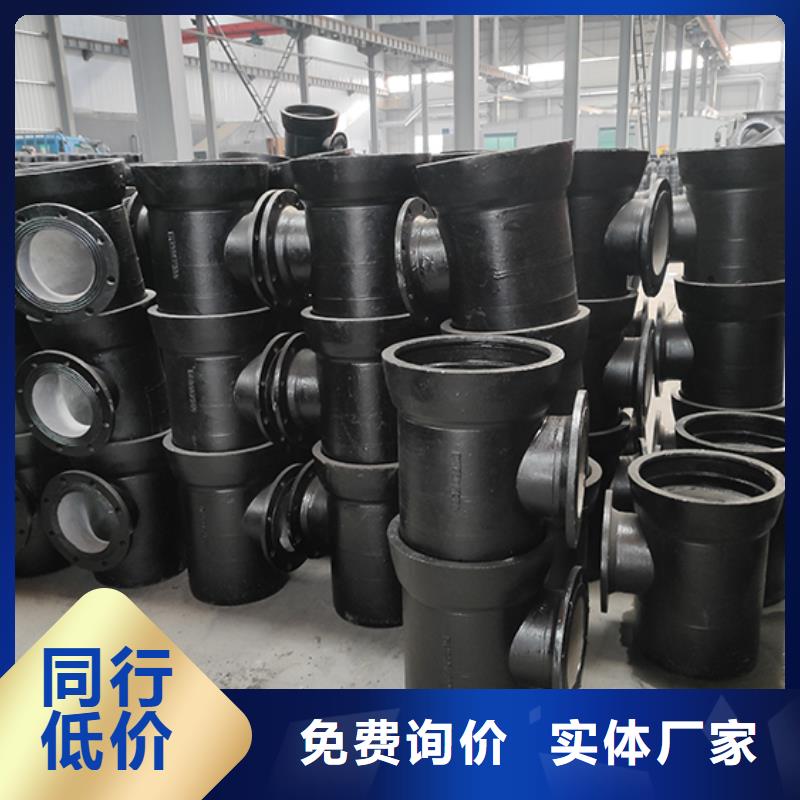
球墨鑄鐵管配件

下列因素會影響球墨鑄鐵管孔徑的大小:
1、碳當量:行進碳量,增大了石墨化縮短,可削減縮孔縮松。
2、磷:鐵液中含磷量偏高,使凝聚規劃擴展,一起低熔點磷共晶在終凝聚時得不到補給,以及使鑄件外殼變弱,因此有增大縮孔、縮松發作的傾向。一般工廠操控含磷量小于0 08%。
3、稀土和鎂:稀土剩下量過高會惡化石墨外形,下降球化率,因此稀土含量不宜太高。而鎂又是一個激烈安穩碳化物的元素,妨礙石墨化。
4、壁厚:當鑄件表面構成硬殼以后,內部的金屬液溫度越高,液態縮短就越大,則縮孔、縮松的容積不只 值增加,其相對值也增加。
5、溫度:澆注溫度高,有利于補縮,但太高會增加液態縮短量,抵縮孔、縮松倒霉,所以應依據具體情況合理選擇澆注溫度,一般以1300~1350℃為宜。
6、砂型的緊實度:若砂型的緊實度太低或不均勻,致使澆注后在金屬靜壓力或縮短力的效果下,發作型腔擴展的現象,致使本來的金屬不行補縮而招致鑄件發作縮孔縮松。
7、澆冒口及冷鐵:若澆注系統、冒口和冷鐵設置不當,不能保證金屬液次序凝聚;別的,冒口的數量、巨細以及與鑄件的聯接當否,將影響冒口的補縮效果。
球墨鑄鐵管配件
