

縱橫機械制造(昆明市分公司)經過多年的研究, 鋼襯塑產品不斷推陳出新,堅持技術、科學管理、誠信經營,注重引進的生產技術設備,推行標準化生產,從原材料采購、生產管理、產品檢測等關鍵環節把關。


1)在涂每層底漆和粘結劑前:
任何使用了不清潔空氣的底漆或粘合劑都應當,然后重新用清潔干燥的空氣涂上新的底漆或粘合劑。
2)安裝內襯前:
實施任何內襯工藝時都應該測量表面溫度,必須保證每日至少3次(早、中、晚各一次)對環境的溫、濕度進行檢測、記錄,如有較大變化或超出規范許可,則應立即暫停施工并立即通知相關施工人員對此進行及時處理,如果表面溫度低于露點溫度以上3oC,不得進行內襯安裝工藝。
3)氣囊復合后:
穿插氣囊,包覆膠管,內襯生膠管不得有任何污損。
4)安裝內襯后:
a、安裝內襯后:在襯膠完成以后、硫化工作開始之前,必須對整體的防腐質量進行硫化前的的質量檢查,盡可能地避免硫化后的修補工作,應對內襯進行肉眼檢查看是否存在缺陷,如皺折、起泡、松馳接合、薄片缺陷、凹陷和爆裂分層等。
b、漏點檢測:內襯復合后都應該檢查內襯的連續性(是否有針孔和漏洞)。應采用一個電壓值設為厚度δ×3000 伏特的高壓檢漏儀,對發現的不連續點應作出標識、修補和重新測試直到沒有漏洞為止。
襯膠管道的種類
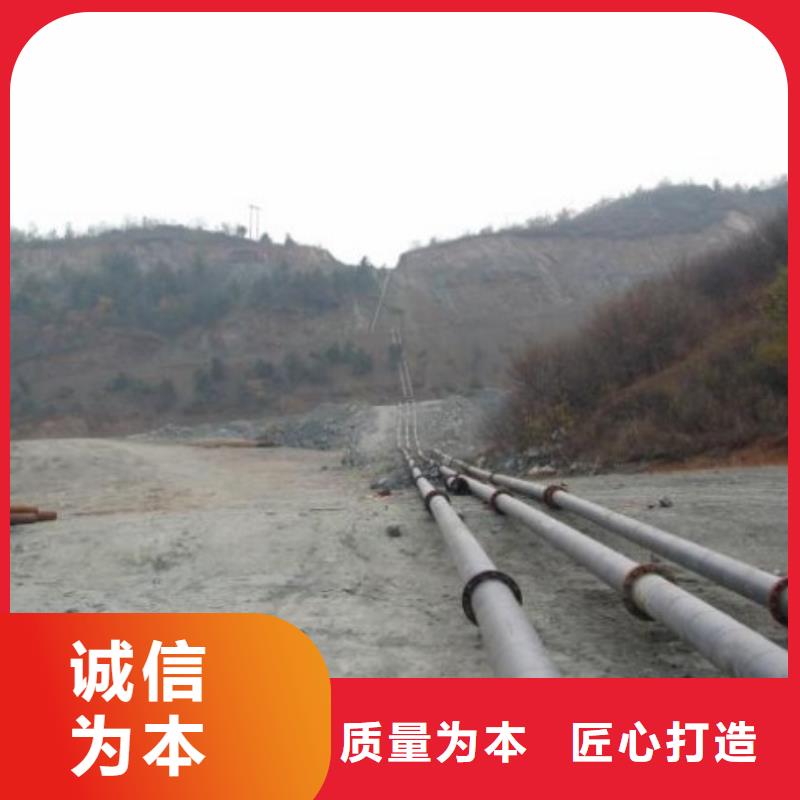
耐磨襯膠管道:以彈性橡膠為襯里層,運用“橡膠彈性強、耐磨”的特性,減小輸送介質對管壁的磨損,可以用于礦山的原礦、精礦、尾礦礦漿輸送管路,燃煤電廠輸灰管路,化工系統的帶有固體顆粒的液體輸送管路。



電廠襯膠管道制作流程如下:
1、對管道或者管件按照用戶需求的數據尺寸進行切割和焊接連接法蘭;
2、對焊接好的鋼體進行檢驗,要求尺寸精準,焊縫平整飽滿,檢驗合格后送進噴砂房噴砂除銹。
3、噴砂完成對管體進行涂抹膠漿,襯膠管道膠漿要涂刷4遍以后才可以粘貼膠板,每一層膠漿要間隔8小時以上(因天氣情況而定),由此可見,襯膠管道的工藝復雜,生產周期長,全部由人工操作。
4、此刻膠漿涂完以后,根據管體尺寸剪裁電廠脫硫系統襯膠管道生產技術
5、 貼襯法采用熱烙法時應嚴格控制烙鐵的溫度,一般控制在100-200℃為宜。烙膠時,烙鐵不得在膠板上停留,烙膠應以中部開始往四周趕走氣泡。烙膠時發現氣泡應及時用針刺破,將氣體抖燼,然后用烙鐵壓實。硫化前應對完成襯貼設備進行檢查,發現問題要及時處理。硫化根據設備的大小以及所襯橡膠膠種選擇硫化方式。基于襯里的質量和經濟觀點來看,電廠耐腐蝕管道首先應考慮采用硫化罐硫化法。成品質量控制應檢查膠層的硬度及電火花檢查襯里層有無漏電現象。如有則應修補。
6、襯膠管道全部制作好以后就可以進行硫化,硫化溫控制在150度--180度,壓力控制在4MPa,持續進行8個小時以后開始逐步冷卻降溫,待溫度全部降下來以后還要再進行打磨、檢驗,全部工序完成以后才可以出交給用戶。



襯膠管道試驗項目及提交資料
| 試驗檢查項目 | 檢查區分 | 要否提交記錄 | 備 注 | |
| 賣方檢驗 | 買方現場檢驗 | |||
| 材料檢查 | △ | △ | 要 |
|
| 外觀檢查 | ○ | ○ | 要 |
|
| 尺寸檢查 | ○ | ○ | 要 |
|
| 硬度檢查 | ○ | ○ | 要 |
|
| 厚度檢查 | ○ | ○ | 要 |
|
| 漏電檢查 | ○ | ○ | 要 |
|
| 打診檢查 | ○ | ○ | 否 |
|
| 油漆檢查 | ○ | ○ | 要 |
|
| 發貨前檢查 | ○ | -- | 要 |
|
| 修補檢查 | ○ | -- | 要 | 有修補時 |
| △:現場檢查 ○:提交檢驗報告 | ||||