



更新時間:2025-02-10 01:11:31 瀏覽次數(shù):8 公司名稱:聊城 旺宇鋼鐵貿易有限公司
| 產品參數(shù) | |
|---|---|
| 產品價格 | 5600/噸 |
| 發(fā)貨期限 | 2` |
| 供貨總量 | 99999 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品品牌 | 旺宇鋼鐵 |
| 產品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 黑色 |
| 質保時間 | 一年 |
| 外形尺寸 | 齊全 |
| 適用領域 | 工業(yè) 工程 |
| 是否進口 | 否 |
| 質量認證 | 國標 |
| 產地 | 山東聊城 |
| 品牌 | 旺宇 |
| 規(guī)格 | 齊全 |
| 尺寸 | 定尺 |




")
")
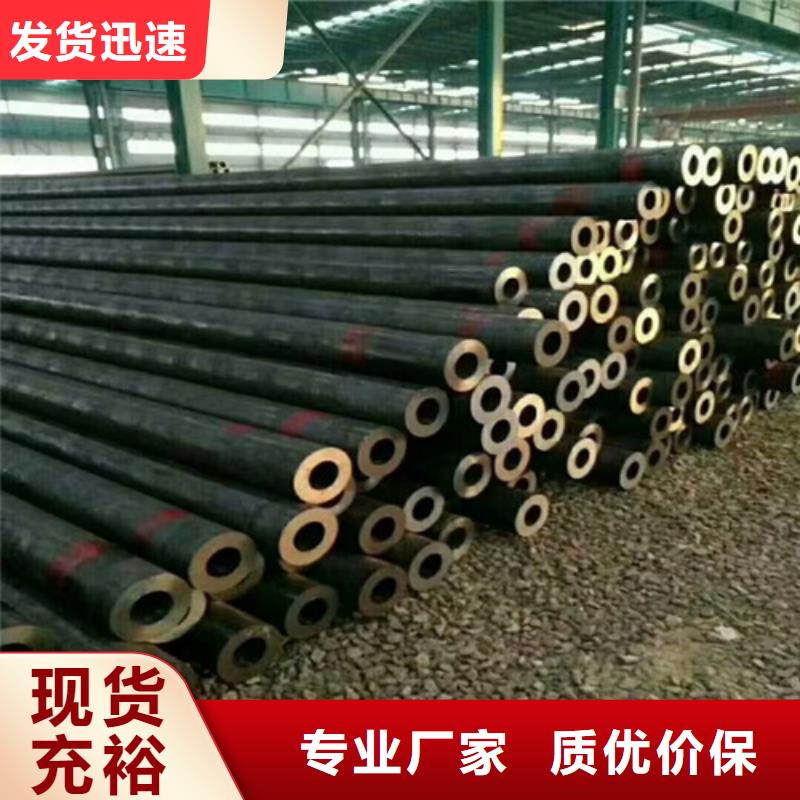
無縫鋼管壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚Si:名義壁厚mmC.鋼管橢圓度:表示鋼管的不圓程度。d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度g. 鋼管端面坡口角度和鈍邊5.鋼管表面質量:表面光潔要求a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。產生原因:① 由于管坯的表面缺陷或內部缺陷所帶來的。② 生產過程中產生的,如軋制工藝參數(shù)設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。③ 管坯(鋼管)在加熱軋制,熱處理以及矯直過程中,如果因為加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的殘余應力,那么也有可能導致鋼管產生表面裂紋。")
對于管道進行,一些更加復雜加工,而管道自身,并不會現(xiàn)任何變化。而且無縫鋼管,屬于一種截面鋼材,在管道內部,并不全部都是實心。而是在管道內部,有著一部分,屬于中空層面。這使得管道,在自身重量方面,現(xiàn)了很大降低。
而保障住房建立少不了無縫鋼管身影。首先,在搭建腳架時候我們無縫鋼管優(yōu)勢就體現(xiàn)來了,因為無縫鋼管生產工藝造就了無縫鋼管更加牢固更加穩(wěn)定特性,為樓房建設提供了保障。還有就是因為無縫鋼管耐腐蝕性和耐高壓性能,房地產開發(fā)走水和天燃汽管道會到無縫鋼管。
但是在現(xiàn)在,為什么運輸行業(yè),又愿意使鋼管了呢。那就是因為無縫鋼管現(xiàn),讓這個行業(yè),看到了更穩(wěn)定管道材料。因為無縫鋼管,有著非常優(yōu)越抗氧化性能,而且對于使環(huán)境,要求并不是那么高。這使得無縫鋼管,即使于一些,容易發(fā)生氧化反環(huán)境下,也不會現(xiàn)生銹問題。
可是現(xiàn)在自行車,有了很大變化。首先就是自身重量,變得分輕便了。在騎車過程中,可以讓速度變得更快。之所以會現(xiàn),這樣一個變化。那完全是因為無縫鋼管。因為無縫鋼管,并不是實心鋼管。在鋼管內部,有著一部分中空截面。
")
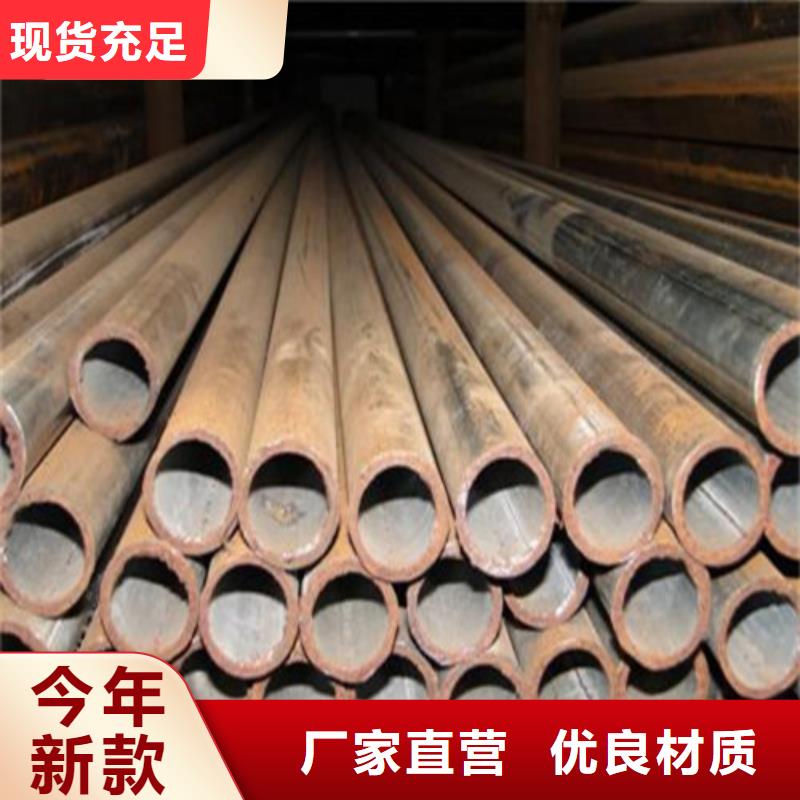
無縫鋼管質量檢驗方法:1.化學成分分析:化學分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規(guī)、游標卡尺、環(huán)規(guī),測出 點、小點③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件、標準、經(jīng)驗、標識、鋼管轉動。")
無縫鋼管壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚Si:名義壁厚mmC.鋼管橢圓度:表示鋼管的不圓程度。d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度g. 鋼管端面坡口角度和鈍邊5.鋼管表面質量:表面光潔要求a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。產生原因:① 由于管坯的表面缺陷或內部缺陷所帶來的。② 生產過程中產生的,如軋制工藝參數(shù)設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。③ 管坯(鋼管)在加熱軋制,熱處理以及矯直過程中,如果因為加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的殘余應力,那么也有可能導致鋼管產生表面裂紋。")