



大理石數控機床工作臺、大理石數控機床工作臺廠家直銷視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:大理石數控機床工作臺、大理石數控機床工作臺廠家直銷的圖文介紹
華爾網大理石檢驗平臺的精度誤差還受到使用環境和使用方式的影響。例如,在高溫或震動環境下,平臺的精度可能會受到影響。為了保證大理石檢驗平臺的精度和穩定性,需要在使用時注意控制環境和使用方式。
在安裝調試過程中,應遵循相關規范,確保人員和設備的。同時,在安裝調試后,應定期對大理石平臺進行檢查和維護,確保其長期穩定運行。
在研磨過程中,應定期清理研磨工具和磨料殘渣,保持研磨液的清潔和有效性。同時,研磨時應根據大理石平臺的材質和精度要求選擇合適的研磨工具和磨料,并控制好研磨速度和研磨壓力,以避免對平臺造成損傷或過度磨損。


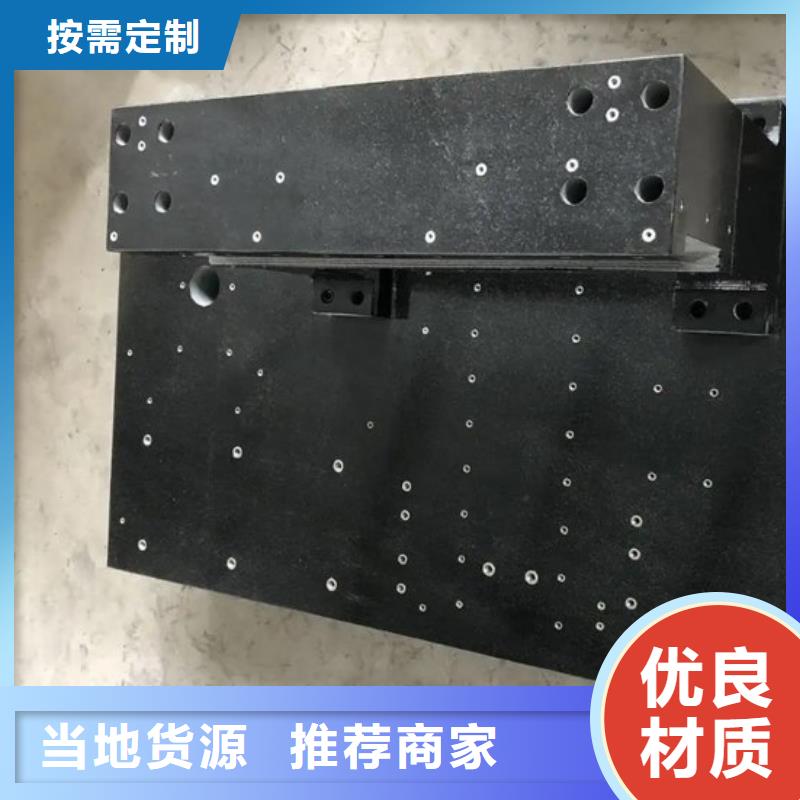
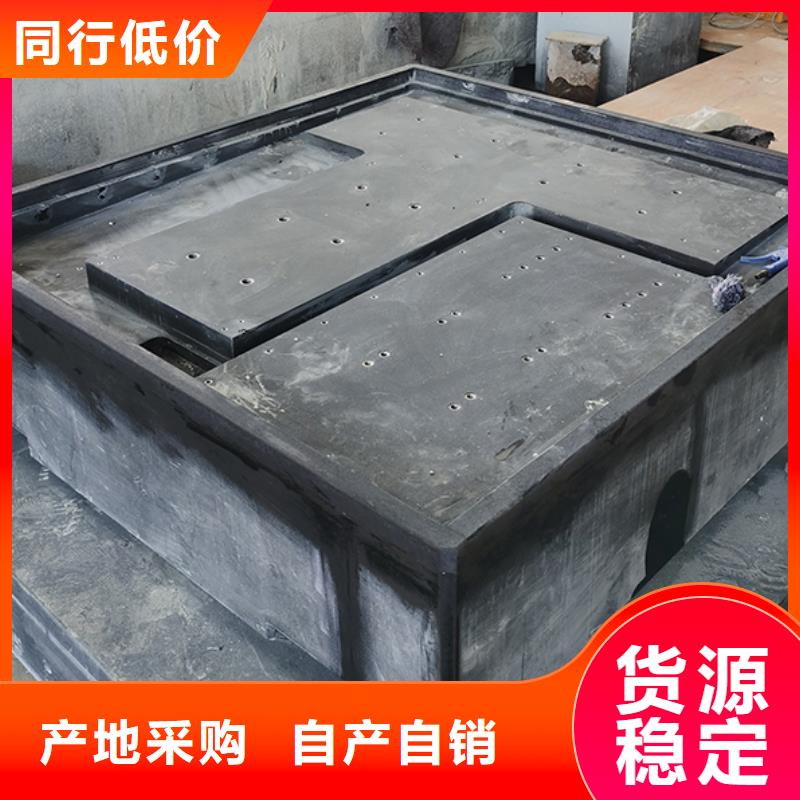
華爾網大理石檢驗平臺加工工序-準備工作:在開始研磨之前,需要確保大理石平臺表面干凈、華爾網同城無油污、華爾網同城無雜質。同時,準備好所需的研磨工具、華爾網同城磨料和研磨液。
粗磨:使用較粗的研磨工具(如金剛石磨盤、華爾網同城砂輪等)和磨料(如金剛石砂紙、華爾網同城碳化硼砂輪等)對大理石平臺表面進行初步研磨。粗磨的目的是去除表面的凸起和不平整部分,使表面變得相對平整。
半精磨:在粗磨的基礎上,使用較細的研磨工具和磨料進行半精磨。半精磨的目的是進一步去除表面的粗糙部分,提高表面的平滑度。
精磨:使用更細的研磨工具和磨料進行精磨。精磨的目的是使大理石平臺表面達到更高的平滑度和精度。在精磨過程中,需要注意研磨工具的均勻施力和平穩移動,以避免出現劃痕或凹凸不平的情況。
拋光:在精磨完成后,使用拋光工具和拋光液對大理石平臺表面進行拋光處理。拋光的目的是去除表面的微小瑕疵和光澤度不足的問題,使表面呈現出鏡面般的光澤。



華爾網大理石檢驗平臺的誤差技術計算涉及到多個方面,包括平面度、華爾網同城直線度、華爾網同城垂直度等。這些誤差的計算方法主要基于幾何量測量和精度評估的原理。以下是一些基本的計算方法:
平面度誤差計算:平面度誤差是指平臺表面與理想平面之間的 偏差。這通常通過使用精密測量設備(如千分表、華爾網同城水平儀等)在平臺表面上選擇多個測量點來測量,并計算這些點與理想平面的偏差值。然后,從這些偏差值中找出 值,即為平面度誤差。
直線度誤差計算:直線度誤差是指平臺邊緣或表面的直線形狀與理想直線之間的偏差。這可以通過在平臺邊緣或表面上選擇多個點,并使用直線測量工具(如直尺、華爾網同城激光測距儀等)來測量這些點與理想直線的距離。然后,從這些距離值中找出 值,即為直線度誤差。
垂直度誤差計算:垂直度誤差是指平臺表面與其基準面之間的垂直度偏差。這通常通過使用垂直度測量設備(如垂直度儀、華爾網同城經緯儀等)來測量。測量方法是在平臺的兩個垂直面上分別放置測量設備,然后比較兩個面上的測量值,以計算垂直度誤差。



偉業焊接鑄鐵大理石平臺斜墊鐵廠家在成立之時就確定了以人為本,以科技促進發展的理念,始終以“立足 重慶開縣機床工作臺事業,為客戶解決問題”為使命,圍繞公司主營業務履行社會責任,嚴格確立在任何時間都能站在客戶的角度、讓我們的客戶做有效的 重慶開縣機床工作臺,并以良好的服務和滿意的治理效果贏得了廣大客戶的認可。


華爾網大理石檢驗平臺的精度誤差因等級和尺寸而異。以下是不同等級和尺寸的大理石檢驗平臺的精度誤差范圍:
0級精度:在250×250mm的平面內,平面度誤差在3.5μm以內。在1000×1000mm的平面內,整體平面度誤差為7微米。在300×300mm的平面內,平面度誤差在6μm以內。
1級精度:在250×250mm的平面內,平面度誤差在7μm以內。在1000×1000mm的平面內,整體平面度誤差為14微米。在1000×2000mm的平面內,整體平面度誤差為19微米。
2級精度:在250×250mm的平面內,平面度誤差在15微米以內。
3級精度:在250×250mm的平面內,平面度誤差在30μm以內。在1000×1000mm的平面內,整體平面度誤差為56微米。



