



想一睹數控等離子切割機全自動卷料激光切割機品牌企業產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,帶你感受數控等離子切割機全自動卷料激光切割機品牌企業產品的獨特之處!
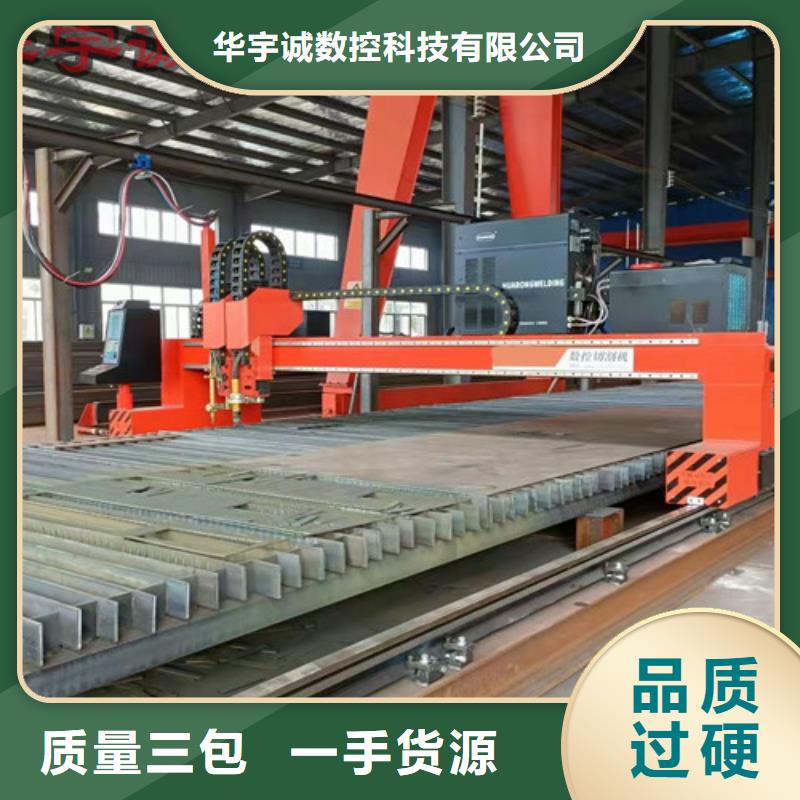
以下是:數控等離子切割機全自動卷料激光切割機品牌企業的圖文介紹

如需了解更多 河南開封大功率激光切割機產品信息,可以直接點擊店鋪鏈接,進入與之對應的 河南開封大功率激光切割機產品欄目進行了解,也可以直接撥打我們的銷售熱線進行了解。


數控等離子切割機電弧功率數控等離子切割機為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長的孔道長度并加強了冷卻效果,這樣可以使得噴嘴有效斷面內通過的電流增加,即電弧的功率密度加大。但同時壓縮也使得電弧的功率損失加大,因此,實際用于切割的有效力量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的力量損失率會更大,在進行切割工藝參數設計或切割成本的經濟核算時應該考慮這個問題。在工業中使用的金屬板厚大多是在50mm以下,在這個厚度范圍內用常規的等離子弧切割往往會形成上大下小的割口,而且割口的上邊緣還會導致切口尺寸精度下降并增加后續加工量。當采用氧和氮氣等離子弧切割碳鋼、鋁和不銹鋼時,當板厚在10~25mm范圍內時,通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當板厚小于1mm,隨板厚的減小,切口角度誤差從3°~4°增加到15°~25°。一般認為,這種現象的產生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧力量的釋放多于下部。這個力量釋放的不平衡,與很多工藝參數密切相關,如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長,形成更為均勻的高溫區域,同時加大射流的速度,可以減小切口上下的寬度差。然而,常規噴嘴的過度壓縮往往會引起雙弧現象,雙弧不但會損耗電極和噴嘴,使切割過程無法進行,而且也會導致切口質量的下降。另外,過大的切割速度和過大的噴嘴高度都會引起切口上下寬度差的增加。(以上內容摘自國內百科網)




新購置的數控切割如何清洗保養
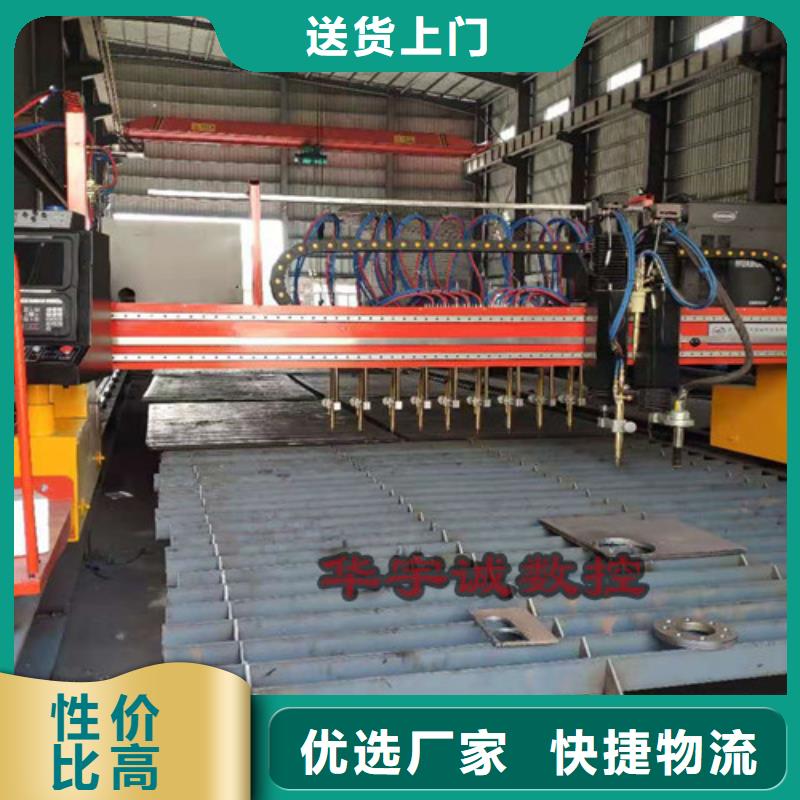
由于數控等離子切割機的生產環境是在車間里,環境相對來說是比較簡陋和惡劣。所以我們要定期對數控等離子切割機進行一次保養工作。新購置的切割機也要注意日常的清潔工作,這里武漢耐霸數控就講講日常需要做的事項:
要想讓設備運行穩定,切割時表面清晰,那么工作人員應該常常使用清潔布擦拭設備上的導軌,當然設備移動體的導軌也要擦拭到,擦拭完畢后,再在所有導軌的表面涂上一層油膜。
另外,數控等離子切割機上的導向輪和滾輪也要常常做清潔,如若長時間不清洗,設備正常工作運轉時,會產生一定量的氧化鐵銹和夾帶著一些粉塵,這些贓物會粘附于表面,所造成的后果就是,部件會磨損的更快,機器也會運行不穩定,以至于切割的工件表面質量不理想。
要讓數控等離子切割機保持正常運行,就要保持齒條和齒輪的 嚙合,所以要定期對設備的縱向、橫向輸出齒輪和齒條做清潔工作,保證其干凈度。這里給大家一點建議,可以定期使用潤滑齒軌,每周用壓縮空氣噴洗縱、橫向齒條面。注意,每次清理后需要擦干凈,再用潤滑油抹一遍,防止與氧氣反應,產生銹渣。


