廠家")
廠家")
廠家")

我們的視頻卻能以直觀、生動(dòng)的方式,讓您感受到產(chǎn)品的獨(dú)特之處。觀看視頻,讓臨高縣鋁合金翅片管生產(chǎn)廠家自己向您展示它的卓越品質(zhì)和出色性能。
以下是:臨高縣鋁合金翅片管生產(chǎn)廠家的圖文介紹
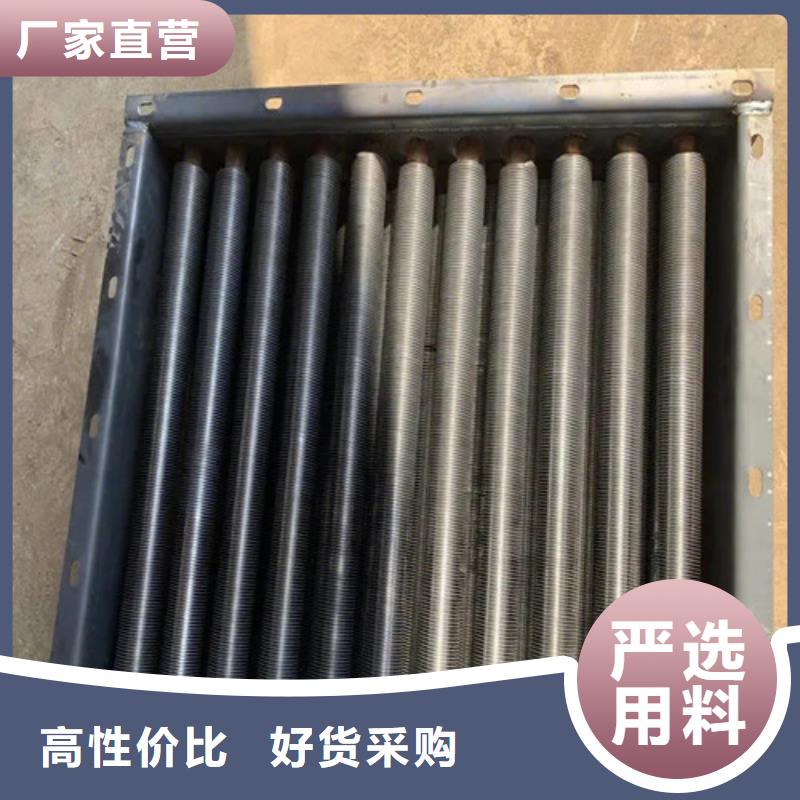
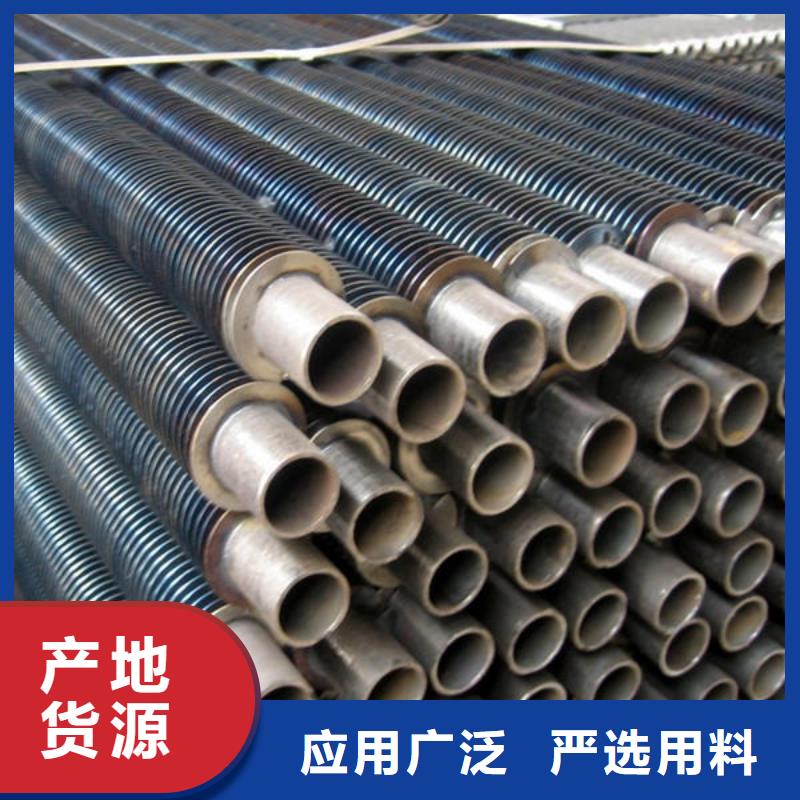
甘肅酒泉鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預(yù)先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過(guò)程中,由于有一定的預(yù)緊力,鋼帶會(huì)緊緊地勒在螺旋槽內(nèi),從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應(yīng)有一定的側(cè)隙。如果側(cè)隙過(guò)小,形成過(guò)盈,則鑲嵌過(guò)程難以順利進(jìn)行。此外,纏繞的鋼帶總會(huì)有一定的回彈,其結(jié)果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設(shè)備上進(jìn)行,費(fèi)用不高,但是工藝復(fù)雜生產(chǎn)效率低。釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進(jìn)行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價(jià)昂貴,故常用另一種方法,即將纏好鋼帶的管子放進(jìn)鋅液槽內(nèi)進(jìn)行整體熱鍍鋅來(lái)替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進(jìn)翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個(gè)完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因?yàn)槭艿藉冧\層厚度的限制(鍍鋅層厚時(shí),鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內(nèi),所以,翅片與鋼管的結(jié)合率仍不高。另外,鋅的傳熱系數(shù)比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、甘肅酒泉同城硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預(yù)熱器(回收鍋爐煙氣余熱)。高頻焊螺旋翅片
廠家")
廠家")
甘肅酒泉翅片管的種類很多,而且還在不斷涌現(xiàn)新的品種。大體上可按下述幾個(gè)方面進(jìn)行分類:1、甘肅酒泉按加工工藝分類1)、甘肅酒泉軋制成型翅片管(extruded fin tube);2)、甘肅酒泉焊接成型翅片管(高頻焊翅片管、甘肅酒泉埋弧焊翅片管);3)、甘肅酒泉滾壓成型翅片管;4)、甘肅酒泉套裝成型翅片管;5)、甘肅酒泉鑄造翅片管;6)、甘肅酒泉張力纏繞翅片管;7)、甘肅酒泉鑲片管。按翅片形狀分類1)、甘肅酒泉方翅管(Square finned tube);2)、甘肅酒泉圓形翅片管;3)、甘肅酒泉螺旋翅片管(spiral finned tube);4)、甘肅酒泉縱向翅片管(Longitudinal Finned Tube)5)、甘肅酒泉波紋形翅片管;6)、甘肅酒泉螺旋鋸齒狀翅片管(Helical Serrated Finned Tubes);7)、甘肅酒泉針狀翅片管;8)、甘肅酒泉整體板狀翅片管(板翅);9)、甘肅酒泉內(nèi)翅片管(inner finned tube)。等等。3、甘肅酒泉根據(jù)翅片管的翅片材質(zhì)是否與基管材質(zhì)相同 可分為:1)、甘肅酒泉單金屬翅片管2)、甘肅酒泉雙金屬?gòu)?fù)合翅片管單金屬翅片管按材質(zhì)分類1)、甘肅酒泉銅翅片管;2)、甘肅酒泉鋁 翅片管;3)、甘肅酒泉碳鋼翅片管;4)、甘肅酒泉不銹鋼 翅片管;5)、甘肅酒泉鑄鐵(鑄鋼)翅片管;等。按用途分類1)、甘肅酒泉空調(diào)用翅片管;2)、甘肅酒泉空冷用翅片管;3)、甘肅酒泉鍋爐:水冷壁,省煤器,空預(yù)器分別使用的翅片管;4)、甘肅酒泉工業(yè)余熱回收用翅片管;
廠家")
廠家")
廠家")
甘肅酒泉激光焊翅片管用于民用壁掛爐、甘肅酒泉附近工業(yè)鍋爐等,使用德國(guó)技術(shù),國(guó)內(nèi)剛剛興起,但在歐洲已有十幾年的歷史,優(yōu)勢(shì)在于接觸熱阻為零,和高頻焊接相比具有翅化比大,重量輕,組裝的換熱器體積緊湊的特點(diǎn),更節(jié)能環(huán)保,達(dá)到 排放要求.國(guó)內(nèi)的翅片管種類繁多,主要以高頻焊翅片管為主,雖然它與鑲嵌、甘肅酒泉附近釬焊等方法相比,在產(chǎn)品質(zhì)量和生產(chǎn)自動(dòng)化方面都更為先進(jìn),但是由于高頻焊翅片管的根部難以焊透和根部有褶皺等因素,導(dǎo)致高頻焊翅片管在換熱效率和防積灰方便還存在諸多不足。有鑒于上述原因及為了響應(yīng) 關(guān)于節(jié)能減排的方針政策。激光焊翅片管是技術(shù)為先進(jìn)的產(chǎn)品,其有著不可替代的優(yōu)勢(shì)1:基管厚度可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相對(duì)其他工藝大大節(jié)約了材料成本。2:焊透率高,能夠防止間隙腐蝕,延長(zhǎng)使用壽命,減小傳熱熱阻。3:突破材料限制,可使用不同材料進(jìn)行加工。4:易于二次加工,可直接進(jìn)行盤管和彎管。5:焊接熱影響區(qū)小,金相變化小,使得小管徑翅片管加工成為可能。換熱管與冷凝管的用材,應(yīng)當(dāng)具備的傳熱性能,更要具備良好的耐腐蝕、甘肅酒泉附近耐沖刷、甘肅酒泉附近耐磨蝕性能,還應(yīng)有良好的強(qiáng)度和剛度和可塑性能,易于加工制造。
廠家")
廠家")
套裝翅片套裝翅片工藝是預(yù)先用沖床加工出一批單個(gè)的翅片,然后用人工或機(jī)械方法,按一定的距高(翅距),靠過(guò)盈將翅片套裝在管子外表面上。它是應(yīng)用早的一種加工翅片管的方法。由于套裝工藝簡(jiǎn)單,技術(shù)要求不高,所用設(shè)備價(jià)格低廉,又易于維修,所以,至今仍有不少工廠在采用。此工藝是一種勞動(dòng)密集型工藝方案,適合于一般小廠或鄉(xiāng)鎮(zhèn)企業(yè)的資金和技術(shù)條件。用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個(gè)個(gè)壓入的。這種方法因?yàn)槌崞膲喝肓τ邢蓿侍籽b的過(guò)盈量小,翅片容易產(chǎn)生松動(dòng)現(xiàn)象。機(jī)械套裝翅片是在翅片套裝機(jī)上進(jìn)行的。由于翅片壓入是靠機(jī)械沖擊力或液體壓力,壓入力大,所以,可采用較大的過(guò)盈量。翅片和管子之間的結(jié)合強(qiáng)度高,不易松動(dòng)。機(jī)械傳動(dòng)的套裝機(jī)生產(chǎn)率高,但噪音大,性差,工人的勞動(dòng)條件欠佳。液壓傳動(dòng)的雖然不存在上述問(wèn)題,但設(shè)備價(jià)格較貴,對(duì)使用維修人員的技術(shù)要求較高,其生產(chǎn)率也低些。甘肅酒泉鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預(yù)先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過(guò)程中,由于有一定的預(yù)緊力,鋼帶會(huì)緊緊地勒在螺旋槽內(nèi),從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應(yīng)有一定的側(cè)隙。如果側(cè)隙過(guò)小,形成過(guò)盈,則鑲嵌過(guò)程難以順利進(jìn)行。此外,纏繞的鋼帶總會(huì)有一定的回彈,其結(jié)果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設(shè)備上進(jìn)行,費(fèi)用不高,但是工藝復(fù)雜生產(chǎn)效率低。釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進(jìn)行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價(jià)昂貴,故常用另一種方法,即將纏好鋼帶的管子放進(jìn)鋅液槽內(nèi)進(jìn)行整體熱鍍鋅來(lái)替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進(jìn)翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個(gè)完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因?yàn)槭艿藉冧\層厚度的限制(鍍鋅層厚時(shí),鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內(nèi),所以,翅片與鋼管的結(jié)合率仍不高。另外,鋅的傳熱系數(shù)比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、甘肅酒泉本地硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預(yù)熱器(回收鍋爐煙氣余熱)。
廠家")
廠家")
廠家")
建順金屬制品有限公司將以顧客需求為導(dǎo)向,持續(xù)開展創(chuàng)新研發(fā)工作,致力成為 甘肅酒泉冷卻器的領(lǐng)跑者,不斷開拓創(chuàng)新,以技術(shù)為核心、以質(zhì)量為保證,竭誠(chéng)為您提供、、優(yōu)質(zhì)的產(chǎn)品和服務(wù),促進(jìn) 甘肅酒泉冷卻器領(lǐng)域的革新與發(fā)展!
點(diǎn)擊查看建順金屬制品有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】