13562021177
聯系我們

更新時間:2025-01-28 11:51:39 瀏覽次數:4 公司名稱:聊城 福偉達管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 19500/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 9999噸 |
| 運費說明 | 送貨上門 |
| 最小起訂 | 100Kg |
| 質量等級 | 1 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品品牌 | 福偉達 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品顏色 | 酸洗面 |
| 質保時間 | 2 |
| 外形尺寸 | 齊全 |
| 適用領域 | 化工,排水供水管,鍋爐管,加工件 |
| 是否進口 | 否 |
| 工作溫度 | 200--1100 |
| 產地 | 山東 |
| 品牌 | 福偉達管業 |
| 型號 | 304 201 316L 310S 2205 2507 2520 904L |
| 價格 | 19500 |
| 庫存 | 999999 |


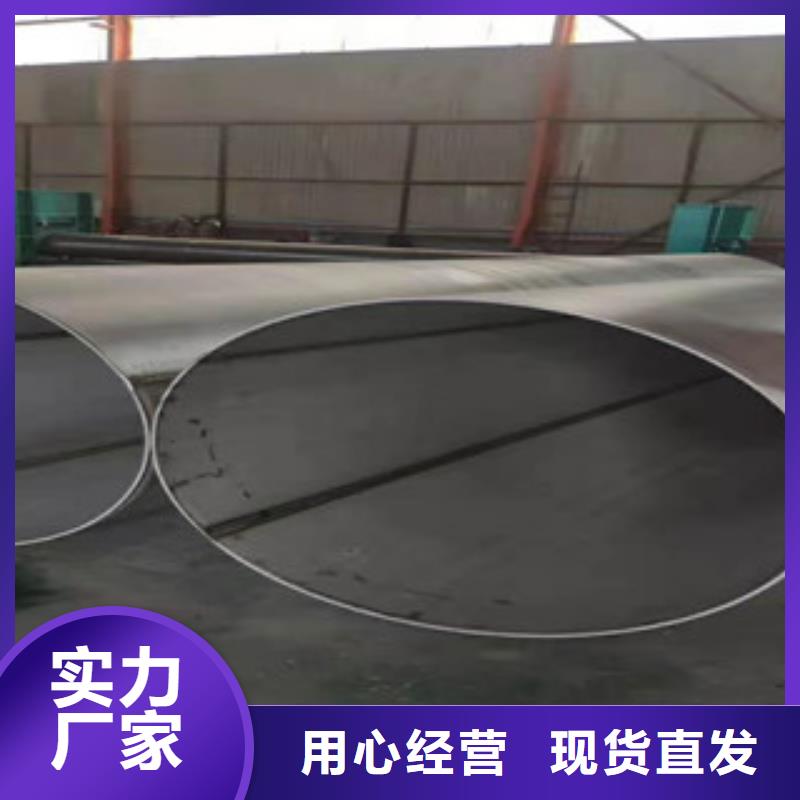

產品細節圖

薄壁不銹鋼管在國內從 1990 年開始使用。近幾年通過新技術、新工藝處理,在確保使用功能的前提下,將厚壁改成了薄壁,成本下降的薄壁不銹鋼水管發展勢頭強勁,已大量應用于建筑給水和直飲水管道。近來,建設部也非常重視這一新型管材,薄壁不銹鋼水管的行業標準已于 2001 年出臺。 因為不銹鋼管在現場施工很難做到管內壁的氬氣保護,采用以往的氬弧焊接方式進行不銹鋼及管件的連接,因氬氣保護不良,會導致不銹鋼焊接接口的抗腐蝕性能的大幅下降,其焊縫在二到三年后就會發生滲漏。若采用螺紋連接,鋼管就得留有足夠的套絲厚度,這樣加大壁厚就會造成不必要的浪費,并且不銹鋼管的套絲難度是普通鋼管的幾倍,安裝極不方便,新研制成功的卡壓連接方式解決了這一難題,不管在連接性能、施工工序、安裝設備等方面都得到行業的認可,目前在薄壁不銹鋼燃氣管道中大規模使用,且效果良好。 薄壁不銹鋼管以超群的耐磨損性能、卓越的力學性能、優異的衛生性能、良好的耐溫保溫性能成為建材行業的亮點;且因內壁光滑摩阻小,外觀時尚、美觀,可 回收再利用,使用壽命長范圍廣、綜合成本低等優點,逐漸成為人們看好的新型管材之一。


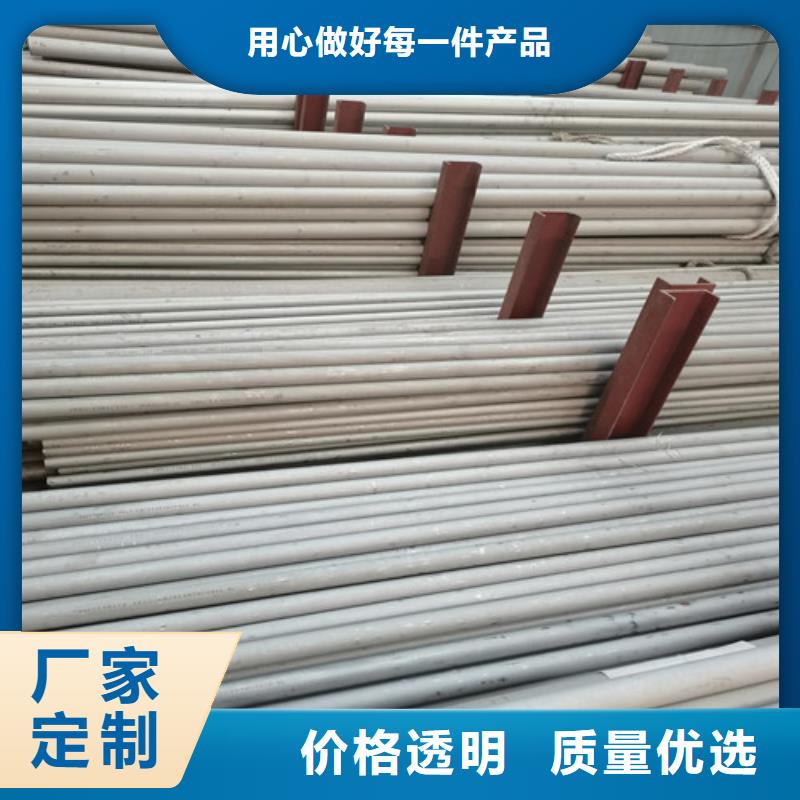
公司實力

不銹鋼管與管板連接頭的連接是換熱器制造的關鍵工序,有強度脹接、強度焊和脹焊結合三種連接方法,但經常采用不銹鋼管與管板脹焊結合的連接方法。是先焊后脹還是先脹后焊,至今仍有爭論。 1、先焊后脹工藝的優點及應用 換熱器制造廠歷來多采用先焊后脹工藝,而較少采用先脹后焊工藝。究其原因是與使用機械脹接法作為主要的脹管手段密切相關。因為在機械脹管過程中,存在著摩擦并產生大量的熱必需用機油來潤滑和冷卻,油液滲浸進入脹接接頭的縫隙,要徹底干凈十分困難。夾縫中油水等雜物的存在,焊接時易于形成氣體,而這些氣體來不及逸出便存在于焊縫中。另一方面脹管區又往往堵塞了排氣通道,增加了焊縫中生成氣孔的可能性。采用先焊后脹工藝則可以避免上述不利因素,特別是對于鈦材和某些有色金屬,要求焊接的基本條件十分嚴格,不允許油水和鐵離子污染,選擇先焊后脹工藝更易保證焊縫質量。 2、先焊后脹工藝的缺點分析 ①機械脹接法存在著固有的缺點,各管之間長度不一,連接強度和緊密性不均;脹管接口的內表面產生硬化現象,給重復補脹帶來困難;管與管板材料的脹接的相容性有一定的限制,如:鈦管與碳鋼的脹接、鋁管與碳鋼的脹接等均受到了限制;勞動生產率低,而且小管徑或厚壁管的脹接較困難等。②管口環形焊道不均勻,由于不銹鋼管與管板之間存在著0.2~0.5mm的裝配間隙,而且總是偏心配置,加上不銹鋼管與管板孔的加工偏差,造成每一個管口的環形焊道不均勻。對于薄壁管很容易焊穿。③存在一段長15mm的非脹管區,GB151-99規定脹管區與焊縫的距離為15mm,目的是為了避開脹管力對焊縫的破壞。此非脹管區內存留著氣體,當換熱器受熱后其體積膨脹,產生強大的壓力,可能對焊縫或脹接造成破壞。另外為了充分利用管板的設計厚度,管板厚度內的脹管區總是越長越好。長15mm的非脹管區,對于厚管板而言,消極效果不明顯,但對于薄管板,則不可小視。④不銹鋼管伸長損傷焊縫,機械脹管使管壁減薄,不銹鋼管伸長,對焊縫損傷。⑤焊接時在管口處形成焊瘤,管口收縮和變形給以后的脹管作業帶來困難。為了使管接頭順暢地進入管孔中,則有必要對管口焊接提出較高的要求。