



如果你想要更深入地了解我們的繞筋機數控彎箍機廠家服務至上產品,那么請務必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
以下是:繞筋機數控彎箍機廠家服務至上的圖文介紹
建貿機械設備有限公司位于石象鎮老官趙村。本公司是一家專業開發設計生產 江西九江數控彎箍機。本公司嚴把質量關緊緊盯住市場發展的前景,對任何影響質量和企業的各種因素實行跟蹤和排除,使產品質量穩重上升,新產品種類不斷增加,市場占有率逐步擴大。公司嚴格遵循質量可靠、客戶至上、以人為本的方針目標,建立了完整的售后服務體系,全力為客戶提供貼心的服務,充分保證了每位客戶無后顧之憂,并積j i發展了以客戶為導向的研發工作,保證了每位客戶的需求。我們遵循合作、和諧、發展、雙贏的原則,與全國供應商建立了深厚的友誼和良好的合作關系,在風云變幻的市場經濟大潮中共謀發展;我們堅持誠信、品牌、服務、創新的經營理念,在激烈競爭的農化市場中共鑄品牌塑造和諧營銷,建立雙贏的戰略合作伙伴關系。


焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。采用隨爐測溫儀一次多可測試6個位置8、溫度控制系統:繞筋機保證室內各段溫度達到工藝要求的裝置全自動滾焊機定義滾焊又稱縫焊,是用一對滾輪電極代替點焊的圓柱形電極,焊接的工件在滾盤之間移動,產生一個個熔核相互搭疊的密封焊縫將工件焊接起來的方法。一般采用交流脈沖電流或調幅電流,也可用三(單)相整流、中頻、高頻的直流電流。滾焊廣泛應用于油桶、罐頭罐、暖氣片、飛機和汽車油箱、火箭、導彈中密封容器的薄板焊接。一般焊接厚度在單板3mm以內。全自動滾焊機原理采用可調行程氣缸加壓,避免上下電極碰撞損傷。 采用三相無極調速電極驅動,焊接速度調整方便、穩定。巧妙合理的內部結構,減少發熱導致的焊接性能減弱 銀軸瓦旋轉導電優良接觸. 限度減少電能轉換的損失。滾焊的焊縫由一個焊點組成,按核心熔化重疊不同,分為滾點焊或氣密縫焊。組成的各個焊點的形成過程,與點焊一樣存在加壓、加熱熔化和冷卻結晶三個階段,但又與點焊有較大的區別。


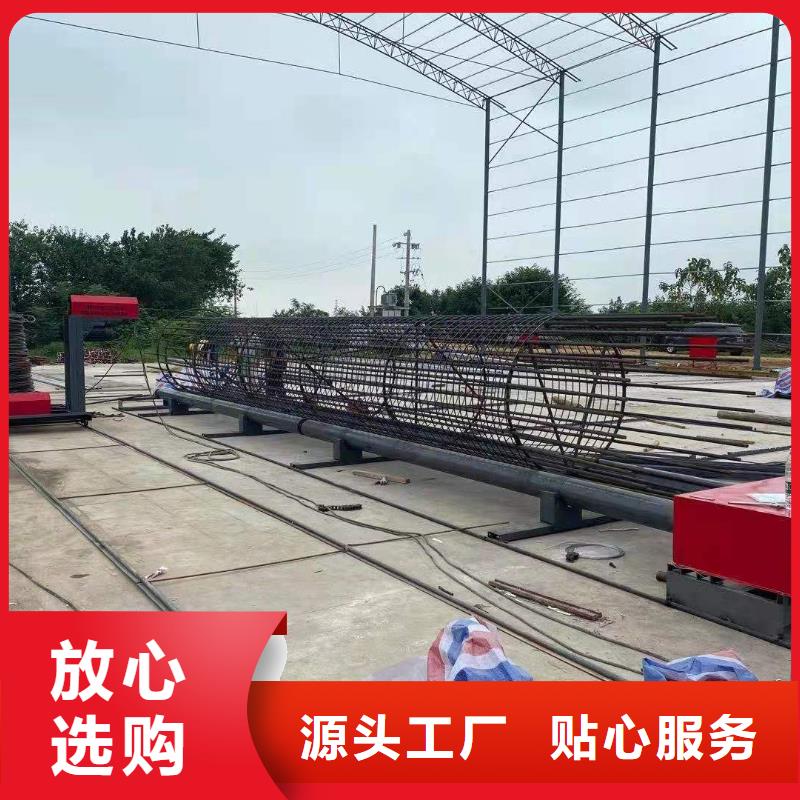
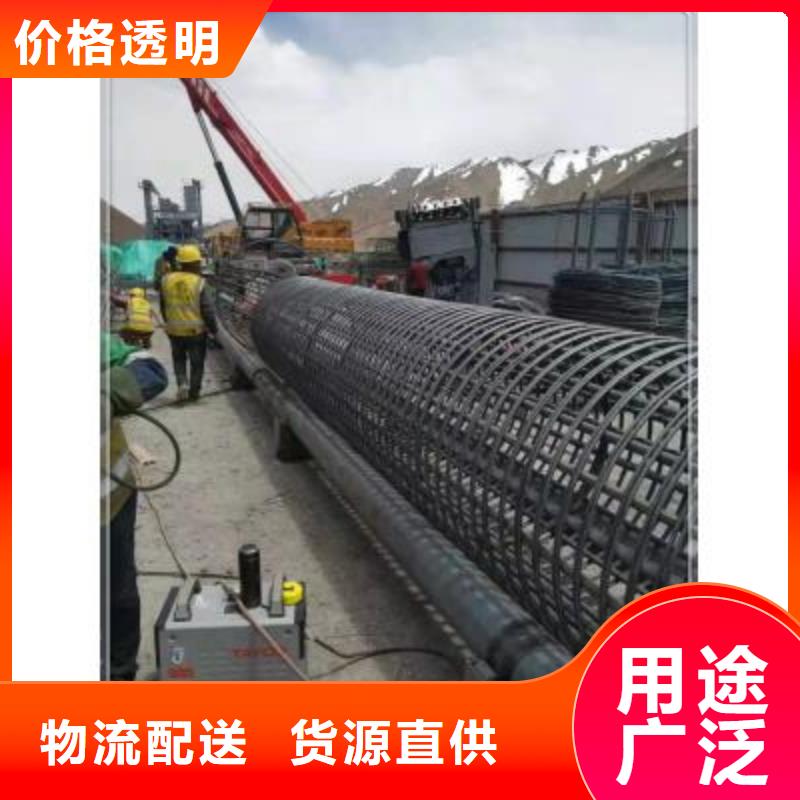
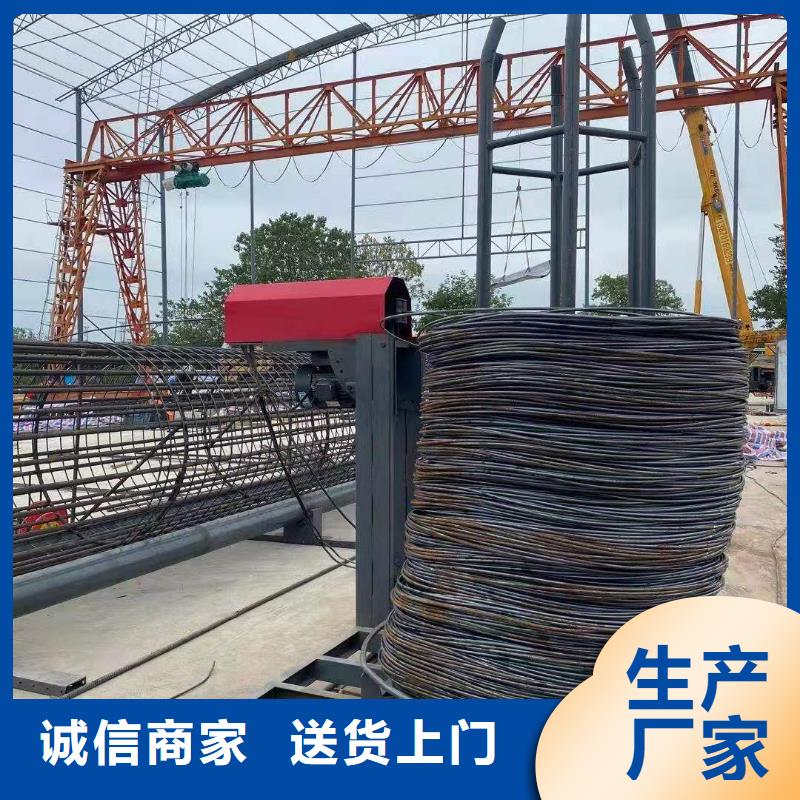
鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋置于鋼筋籠繞筋機上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠。按滾輪轉動不同,滾焊可分為連續滾焊、斷續滾焊和步進滾焊:1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。3、步進滾焊 步進滾焊時,滾輪斷續轉動,電流在工件不動時通過工件。由于金屬的熔化和結晶均在滾輪不動時進行,整個結晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質量,但這種滾焊需要有使滾盤斷續旋轉的比較復雜的機械裝置。




