




別再等待了,僅僅一分鐘,就能通過我們的【不銹鋼復(fù)合管護欄-【波形護欄】質(zhì)量好】產(chǎn)品視頻探索到無數(shù)令人心動的細節(jié)和亮點。
以下是:【不銹鋼復(fù)合管護欄-【波形護欄】質(zhì)量好】的圖文介紹

合管護欄-【波形護欄】質(zhì)量好】")
合管護欄-【波形護欄】質(zhì)量好】")
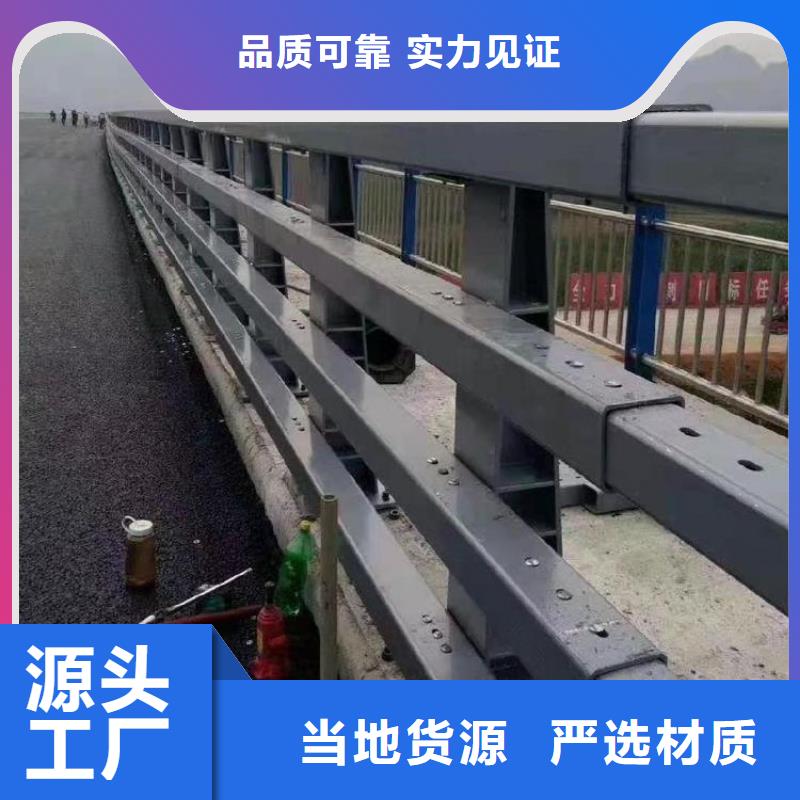
遼寧錦州不銹鋼復(fù)合管護欄廠施工上需要控制的要點有哪些 施工控制要點 1、測量控制點按照每5m設(shè)置一個,為標高及線形的控制打好基礎(chǔ),然后將防撞欄范圍內(nèi)的混凝土進行鑿毛并清理干凈。 2、鋼筋加工尺寸要精準,安裝時采用定位架法進行安裝。根據(jù)設(shè)計圖中2、3號鋼筋的位置、角度和尺寸分別制作定位架,采用定位架配合控制點的做法使防撞欄鋼筋的標高和線形得到了有效的保障,鋼筋保護層合格率可保持在90%以上。 對于遼寧錦州橋梁護欄建設(shè)來說,橋梁造型與外觀已經(jīng)逐漸成為了其重點考慮的問題。而遼寧錦州橋梁防撞護欄作為橋梁外觀工程中的重要工程,施工單位越來越重視橋梁防撞護欄質(zhì)量的好壞與外觀問題。所以,不斷加強研究橋梁砼防撞護欄施工技術(shù)以及施工質(zhì)量,對施工有著很大的保障作用,并且能夠有效地延長橋梁的使用壽命。 在實際的施工過程中,要對施工圖紙嚴格遵循,并且嚴格按照施工規(guī)范來進行施工,其次還要根據(jù)不同的型號與規(guī)格對鋼筋進行綁扎,能夠在橋面上進行鋼筋的綁扎。而在綁扎防撞護欄綁扎時,一般在橋面伸縮縫處開始綁扎,但是必須嚴格按照施工設(shè)計圖紙進行綁扎,且在綁扎工作結(jié)束后需要加強對其的檢查,確保綁扎的部位到位,同時還要綁扎牢固,才能避免后續(xù)工序中出現(xiàn)不必要的麻煩。
合管護欄-【波形護欄】質(zhì)量好】")
合管護欄-【波形護欄】質(zhì)量好】")
合管護欄-【波形護欄】質(zhì)量好】")
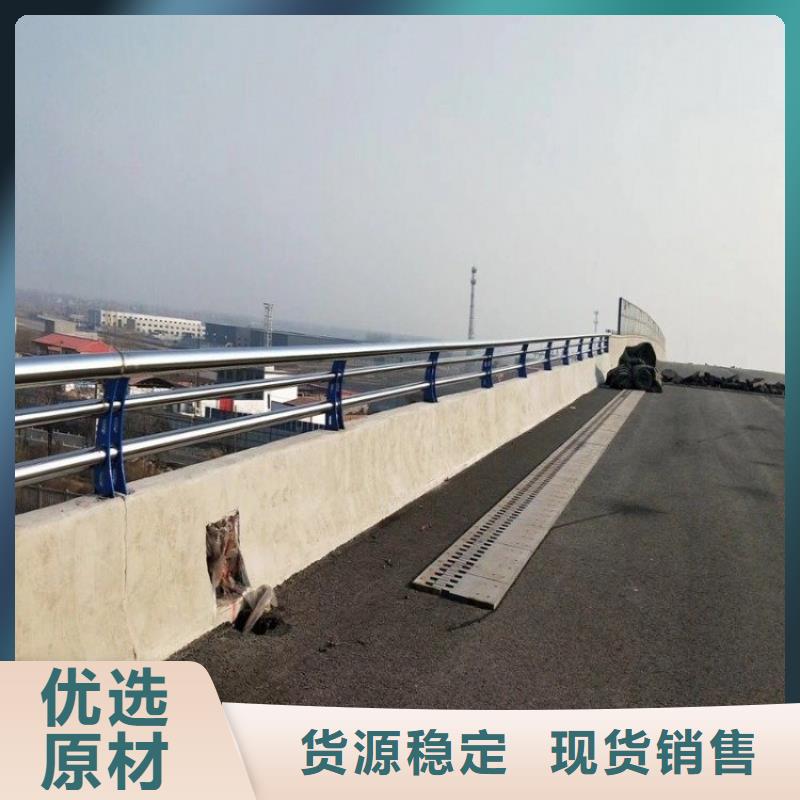
不銹鋼復(fù)合管護欄焊接要點及注意事項 1.采用垂直外特性的電源,直流時采用正極性(焊絲接負極)。 2.不銹鋼復(fù)合管利用氬弧焊焊接,具有焊縫成型美觀,焊接變形量小的特點。 3.保護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。 4.鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。 5.為防止焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。 6.焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以~3mm為佳,過長則保護效果不好。 7.對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。 8.為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應(yīng)保持80~85°角,填充焊絲與工件表面夾角應(yīng)盡可能地小,一般為0°左右。 9.防風與換氣。有風的地方,務(wù)請采取擋網(wǎng)的措施,而在室內(nèi)則應(yīng)采取適當?shù)膿Q氣措施。
合管護欄-【波形護欄】質(zhì)量好】")
合管護欄-【波形護欄】質(zhì)量好】")
綠洲金屬科技有限公司地理條件優(yōu)越,交通便捷。公司以“ 遼寧錦州【波形護欄】質(zhì)量求生存,信譽求發(fā)展!”為企業(yè)目標,以“打造品牌,樹立形象!”為企業(yè)宗旨,不斷挑戰(zhàn)自我,越超自我。
合管護欄-【波形護欄】質(zhì)量好】")
合管護欄-【波形護欄】質(zhì)量好】")
合管護欄-【波形護欄】質(zhì)量好】")
不銹鋼復(fù)合管護欄欄桿通常采用的方法是 1、預(yù)熱。氧乙炔混合氣火焰從割嘴外圈噴出將切割部位的金屬表層預(yù)熱至燃點以上。 2、氧化。切割氧從割嘴中心噴出,已達到燃點的金屬急劇氧化(燃燒),并形成氧化物渣。 3、吹渣。液態(tài)的氧化物渣被高速切割氧流吹走,將未被氧化的金屬暴露在氧氣流中。 4、前進,暴露在氧氣流中的金屬,在上面金屬氧化時放出的熱量作用下溫度升高到燃點,繼續(xù)被氧流氧化燃燒成渣被吹走,金屬在整個厚度方向被氧化吹通。隨著氧氣流按切割方向前進,則新接觸的金屬將重復(fù)預(yù)熱、氧化、吹渣的過程,形成切口。
點擊查看綠洲金屬科技有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
