








焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
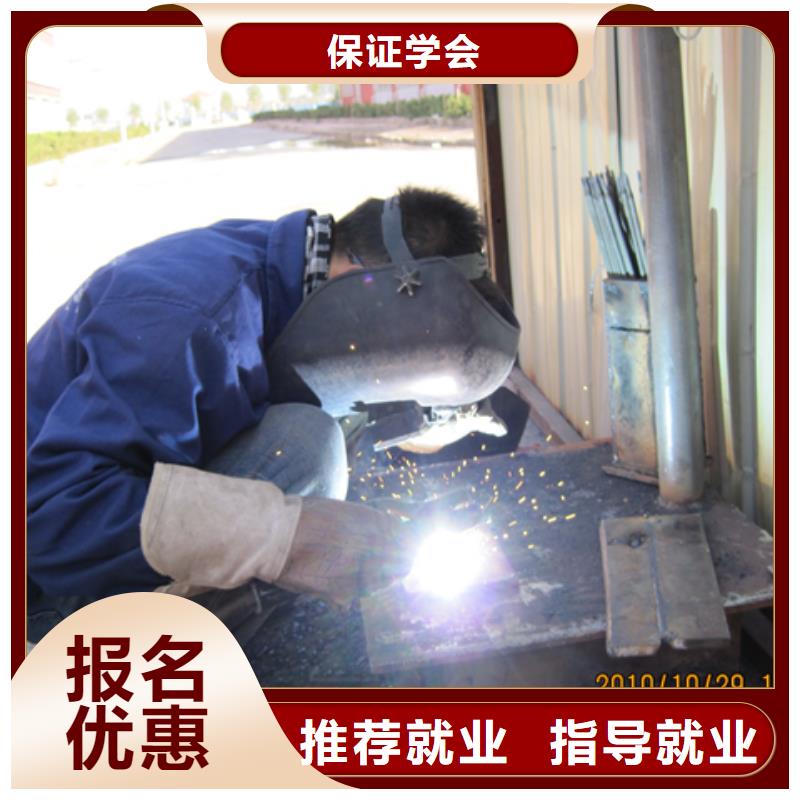
在人類發展史上留下輝煌篇章的三峽水利工程、西氣東輸工程以及“神舟”號載人飛船,哪個沒有采用焊接結構?以西氣東輸工程項目為例,全長約4300公里的輸氣管道,焊接接頭的數量竟達35萬個以上,整個管道上焊縫的長度至少1萬5千公里。離開焊接,簡直無法想象如何完成這樣的工程。
如果將焊接比喻為我們生命中的陽光、空氣和水難免會感到夸張,但勿容質疑的一點卻是:焊接今天已經深深地溶入了現代工業經濟中,并在其中顯現了十分重要、甚至是不可替代的作用。 
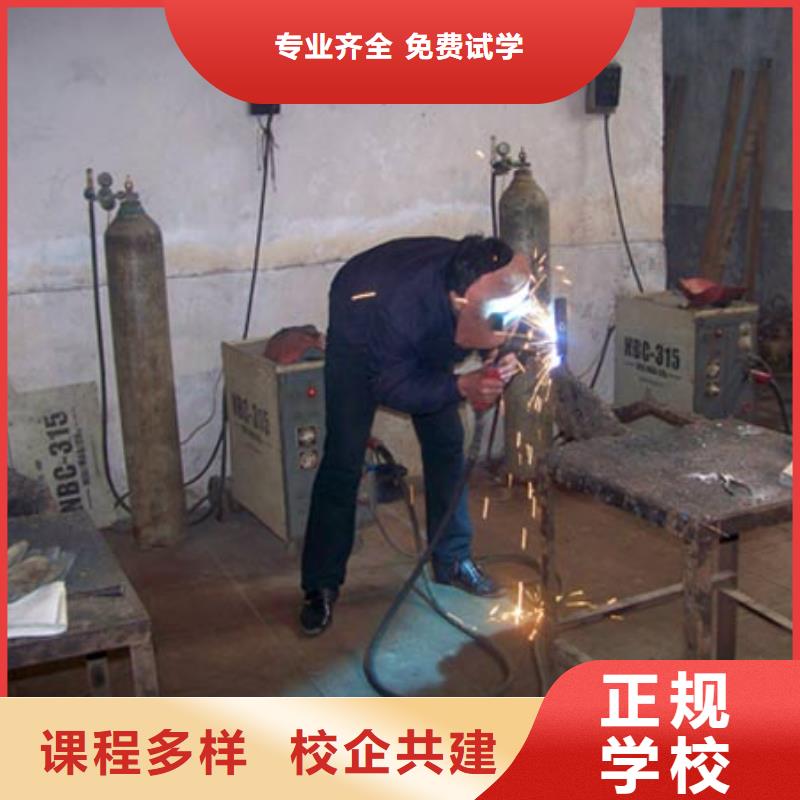
金屬成品的三大制作要素是:下料、焊接、驗收,其中“下料”是合格產品的重要保障,也是成品加工中重要的一環。它能直接影響到產品的質量也直接影響著下一程序的能否進行,所以我校為了更好地履行職業技術學校“學以至用”的辦學宗旨,特別設置了管工專業,它包括:1、識圖、2、放樣、3下料、4校對、5分割、6矯正、7組裝等重要步驟。通過大量的理論結合實物操作,把焊接前相關的工序全部熟練地理解、掌握和應用。
槽鋼的對接與插接圖樣展開
工字鋼的對接與插接圖樣展開
三通的制作
不同角度彎頭的制作
天圓地方的制作工藝
同位異經管的對接工藝

1、埋弧自動
2、速熱自動對接焊
3、超薄金屬板材點焊
4、大型船體焊、車體焊、鍋爐焊
5、鋼材的型號認識與熱除理
6、焊條的種類與應用7、冶金學概述
8、焊接缺陷或焊接質量的評估、測定
9、次品的反修工藝
10、項目考察、工程造價評估。
金屬成品的三大制作要素是:下料、焊接、驗收,其中“下料”是合格產品的重要保障,也是成品加工中重要的一環。它能直接影響到產品的質量也直接影響著下一程序的能否進行,所以我校為了更好地履行職業技術學校“學以至用”的辦學宗旨,特別設置了管工專業,它包括:1、識圖、2、放樣、3下料、4校對、5分割、6矯正、7組裝等重要步驟。通過大量的理論結合實物操作,把焊接前相關的工序全部熟練地理解、掌握和應用。 