



更新時間:2025-01-24 06:29:39 瀏覽次數:2 公司名稱:杭州 蘇滬金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4350 |
| 發貨期限 | 兩天 |
| 供貨總量 | 4000 |
| 運費說明 | 物流 |
| 最小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B 16mn |
| 產品品牌 | 神悅 |
| 產品規格 | 規格全 |
| 發貨城市 | 包頭 |
| 產品產地 | 包頭 |
| 加工定制 | 加工 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 排水用 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 6米 可按客戶要求定尺 |

<晉中>神悅鋼材有限公司
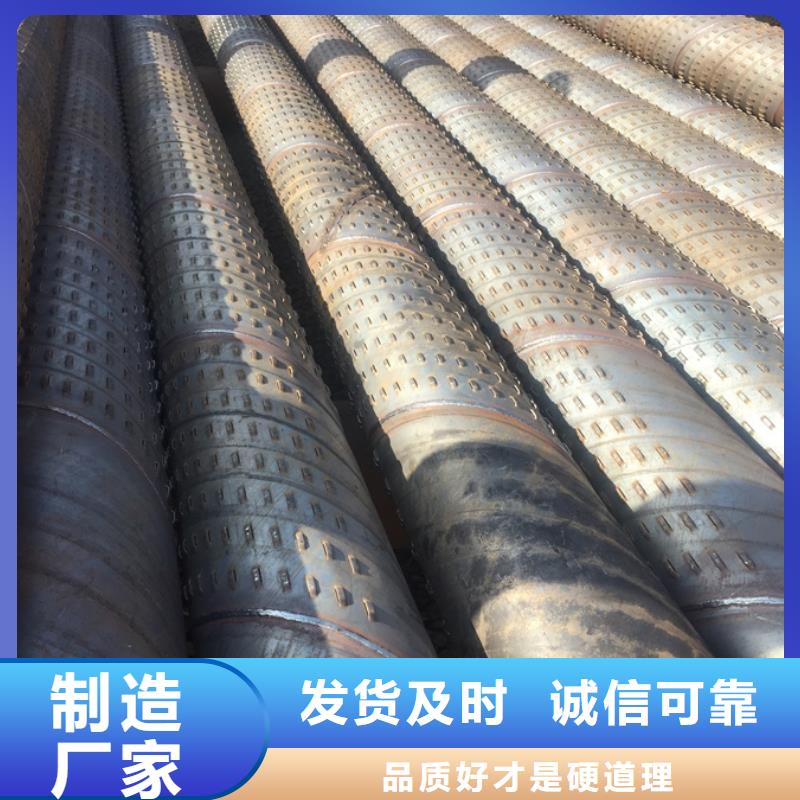
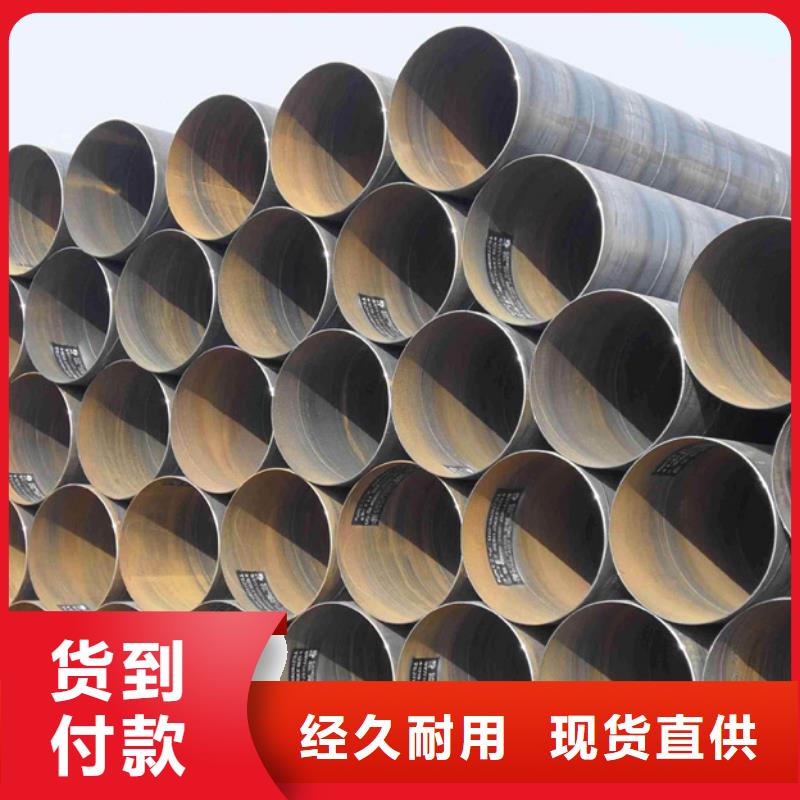
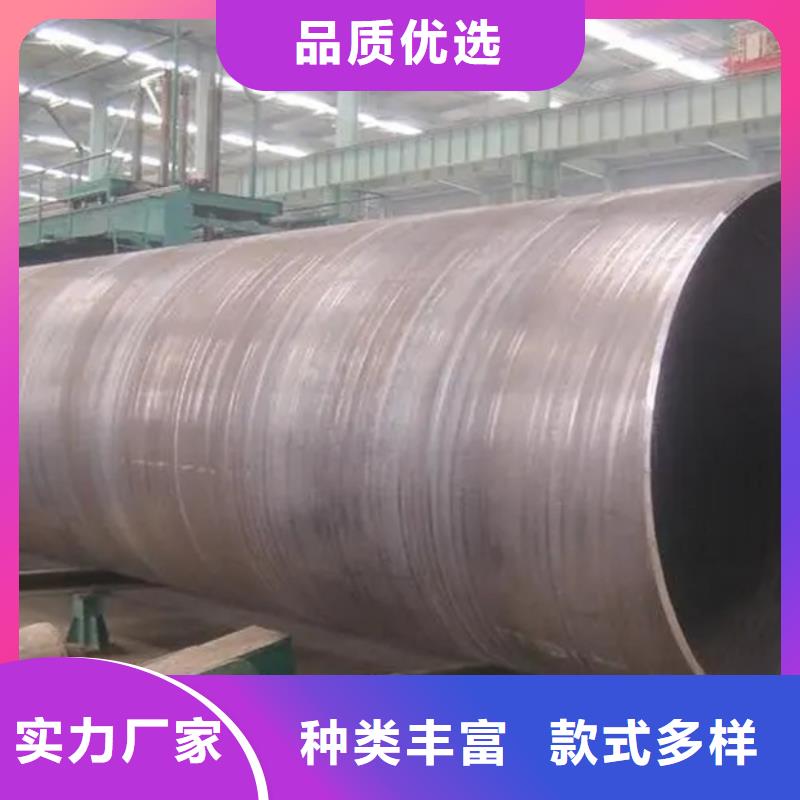
2.晉中大口徑螺旋管在工業廠房工業廠房( industrial factory building)可分為輕型、中型和重型工業廠房。其主要根據是否設置吊車以及吊車噸位的大小和運行頻繁程度而定。由于工業廠房跨度和柱距大、高度高,設有工作繁忙和起重量大的起重運輸設備及有較大振動的生產設備,并需要兼顧廠房改建、擴建要求,常采用由鋼柱、鋼屋架和鋼吊車梁等組成的全鋼結構。例如:煉鋼車間、鍛壓車間等。近年來,輕型門式剛架結構在工業廠房中的應用十分普遍。螺旋鋼管在鋼結構的應用范圍 3.晉中大口徑螺旋管高層結構高層結構( high-rise structure),房屋越高所受側向水平作用如風荷載及地震作用的影響也越大。采用鋼結構可減小柱截面,減小結構質量,增大建筑物的使用面積,提高房屋抗震性能。尤其是超高層結構,能充分發揮鋼結構強度高,塑性、韌性好,抗震性能優越等優點。其結構形式主要為多層框架、框架-支撐結構,框筒、巨型框架等。近年來,隨著我國鋼產量的逐年增加,鋼結構在多層、高層、超高層建筑中的應用將會更加廣泛。如上海環球金融中心、上海中心大廈。
a)單坡形式 b)雙坡形式 4)螺栓布置方式,經有限元對比分析,螺栓布置盡量選用“小規格、多數量”的方式,這樣布置緊湊、受力更為合理。此外,螺栓間距在滿足施工安裝要求的前提下盡量緊湊布置,以減小法蘭尺寸,使受力更趨合理 5)螺栓定位圓。螺栓定位圓直徑與多個參數均有關系,如螺栓規格及數量、法蘭頸部坡度、螺栓間距等。 “互聯網鋼鐵”必將對晉中螺旋管廠家戰略選擇產生不可抗拒的影響 目前,鋼鐵企業、鋼鐵貿易企業和第三方搭建的鋼鐵電商平臺 總數已經接近300家。在鋼鐵行業由賣方市場轉向買方市場的大環境下,鋼鐵電商平臺借助“鋼鐵+互聯網”,極大地了交易效率,了信息不對稱,降低了物流成本,提供了供應鏈金融解決方案,積累著越來越多的大數據信息。傳統鋼貿商賺取利潤的主要方式是“吃差價”,在鋼鐵電商平臺出現之后,高囤貨、賭行情、賺差價的盈利模式已經難以奏效。鋼鐵電商平臺因為報價透明、成交透明,終端客戶可以在平臺上找到價格更便宜、成交更方便的優質資源,打破了傳統鋼鐵貿易企業利用信息不對稱“吃差價”的流通格局。“互聯網+”戰略的提出和“十三五”規劃提到的“拓展網絡經濟空間,推進供應鏈、物流鏈創新”,為鋼鐵電商發展提供了良好的政策環境。相關機構分 析指出,鋼鐵行業將進入供應鏈優化期,由于終端用鋼企業的多元化需求,鋼貿商在整個供應鏈環節中將占據不可或缺的地位。


5.晉中Q355B螺旋管滾軋法 一般不用芯軸,適合于厚壁管內側圓緣。 6.晉中Q355B螺旋管滾輪法保溫螺旋鋼管 在保溫螺旋鋼管內放置芯子,外周用滾輪推壓,用于圓緣加工。 第二、晉中Q355B螺旋管的防腐方法 此種鋼管就是人們經常說的保溫螺旋鋼管此種加工方法是指在螺旋鋼管的表層和內層涂上化學涂料常見的防腐形式有3pe防腐、環氧樹脂防腐、水泥砂漿防腐、ipn8710防腐此種加工方法 的目的就是延長管道的使用壽命。 風力元素:噴涂操作期間風速需要5米/秒以下。因為風速超過5 m / s時它會放出熱量產生的反應這將影響聚氨酯泡沫的發泡反應迅速使產品的外觀脆。同時,由于噴霧發泡機會將物料混合噴霧成霧化狀態,如果風速過高,霧化顆粒會被吹走,物料損失增加,環境受到污染。
二. 晉中防腐螺旋管沖壓成形 沖壓成形螺旋鋼管彎頭是早應用于批量生產無縫彎頭的成形工藝,目前,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。產品有特殊要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。在沖壓前,管坯擺放在下模上,將內芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內模的支撐作用使彎頭成形。 與熱推工藝相比,沖壓成形的外觀質量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態,沒有其它部位多余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由于適用于單件生產和低成本的特點,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。 沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據材料性質和設備能力選擇冷沖壓或熱沖壓。 冷擠壓彎頭的成形過程是使用專用的彎頭成形機,將管坯放入外模中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。