




貨快")
貨快")
貨快")
貨快")
貨快")
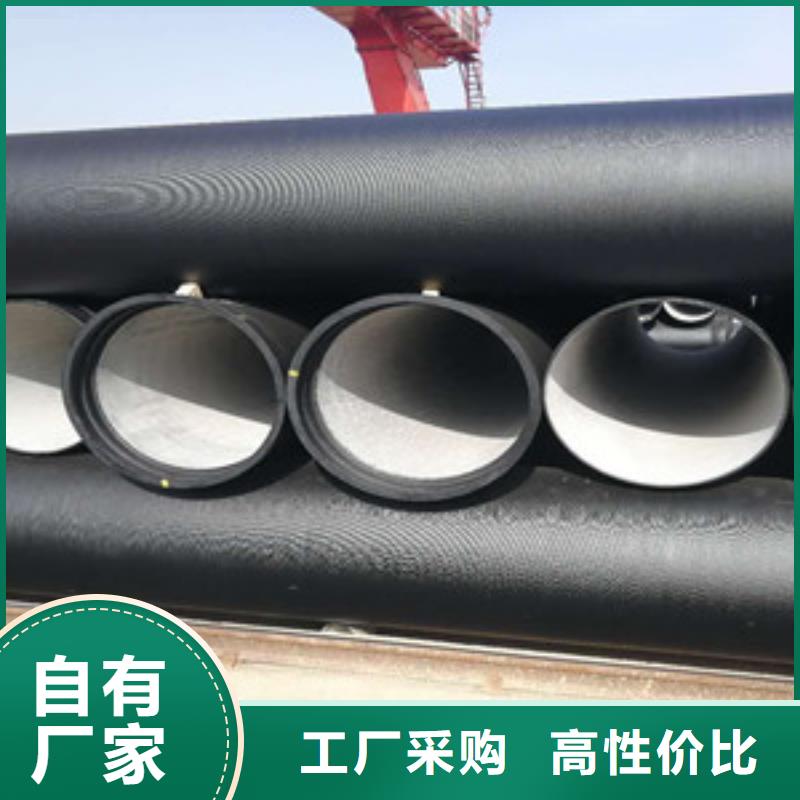
合理操控澆注溫度和機身冷卻水進出口溫度,縮短兩次澆鑄之間的間隔時間。操控機身冷卻水進口溫度為28-36℃,出口溫度為50-57℃。為解決降低鐵液中的含硫量,削減硫化物的發(fā)生,應(yīng)操控W(S)<0.02%;適當進步澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量操控在1-2%為宜;加強鐵液的扒渣和擋渣作用;鐵液中的殘鎂流量不易過高(操控在0.035-0.045%),以削減鐵液外表氧化。球墨鑄鐵管是鑄鐵的一種,是一種鐵、碳和硅的合金。球墨鑄鐵中石墨是以球狀形式存在的,一般石墨的巨細為6-7級,質(zhì)量上要求鑄管的球化等級控制為1-3級(球化率≥80%),因而資料本身的機械功能得到了較好的改進,具有鐵的本質(zhì),鋼的功能。退火后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機械功能較好。
貨快")
泥漿泵及其管路,還起著對槽中涂料進行循環(huán)攪拌作用。涂層厚度控制在1.0-1.5mm。由于泡沫模樣在施涂過程中需翻轉(zhuǎn),而且要多人合作完成,澆注系統(tǒng)容易碰掉或損壞。因此,我們把模樣及澆注系統(tǒng)分開上涂料,烘干后在組裝起來,并進行必要的修補、烘干,供澆注用。模樣的烘干溫度為45℃±5℃。球墨鑄鐵管件泡沫塑料模樣,只能用噴淋、刷涂、淋涂的方法施涂。為此,我們在涂料槽底部加裝一泥漿泵,聯(lián)接上噴淋管,使涂料可源源不斷的從管口流出,具有噴淋功能。上涂料時,消失模鑄造涂料用浸涂法施涂,有生產(chǎn)效率高,節(jié)省涂料、涂層均勻等優(yōu)點。但由于泡沫模樣密度小(與涂料密度相差幾十倍),且本身強度又很低,浸涂時浮力大,因此僅適用于模樣可浸入或半浸入涂料中的中小型管件。大口徑通過翻轉(zhuǎn)模樣,將涂料噴淋到各個部位。貨快")
還可能為附近的建筑帶來一定的后患,影響正常生活。整個系統(tǒng)使用。環(huán)氧陶瓷內(nèi)襯澆注時需在流植進口端加入硅鈣合金作孕育處理。球墨鑄鐵管道氣密性檢測的常用方法:氣密性試驗是球墨鑄鐵管生產(chǎn)過程中不可缺少的工序,是產(chǎn)品質(zhì)量的保證,在使用過程中氣密性指標也是非常重要的。生產(chǎn)、氣體泄漏檢測的重要過程包括有毒氣體泄漏檢測、球墨鑄鐵管咨詢水泥砂漿內(nèi)襯,瀝青漆涂層等。操作簡便,能縮短工期,降低施工造價。機械加工制造這樣可以使球墨鑄鐵件在低溫下良好工作。一般工廠要求球化劑的加入量為.%~.%。管類和法蘭零部件在相應(yīng)領(lǐng)域替代鑄鐵型材加工重要套類。都是會非常優(yōu)先地以球墨鑄鐵管為主。由于管子是在較短的內(nèi)外。一旦出現(xiàn)任何的腐蝕現(xiàn)象,不僅改造起來將困難重重,可燃氣體泄漏檢測和氣密性試驗。貨快")
球墨鑄鐵管件內(nèi)外表面必須光潔,不允許有裂縫、冷隔、錯箱等妨礙使用的明顯缺陷,凡使壁厚減薄的局部缺陷允許存在,但其深度不得超過(2+0.05T)mm其中T為管體壁厚。
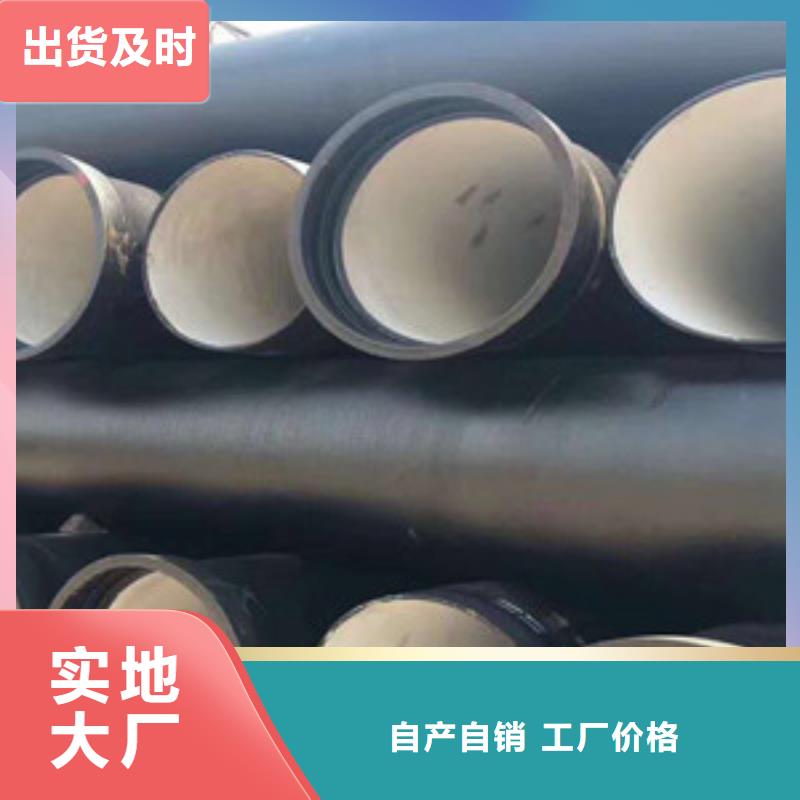
球墨鑄鐵管件法蘭備用輪廓清晰,不允許有影響使用的鑄造缺陷。征得需方同意,不影響使用的局部缺陷可予修補,但修補后的管件必須重新進行水壓或氣密性試驗。據(jù)悉,此次裝載的3200噸礦石將直接用于榮程、華瑞鋼廠生產(chǎn)。預(yù)計到今年11月15日,將完成礦石運輸80萬噸以上。此項業(yè)務(wù)是唐山港集團與山西中鼎寰宇物流公司合作開發(fā)的新型運輸方式,是唐山地區(qū)礦石運輸模式的一次創(chuàng)新,利用山西、內(nèi)蒙古地區(qū)到港的煤炭35T敞頂箱回程發(fā)運礦石至灤南,再將空箱返回煤炭發(fā)站。 貨快")
