





為了讓您更地了解我們的生產線鋼筋冷擠壓機廠家直營,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:生產線鋼筋冷擠壓機廠家直營的圖文介紹


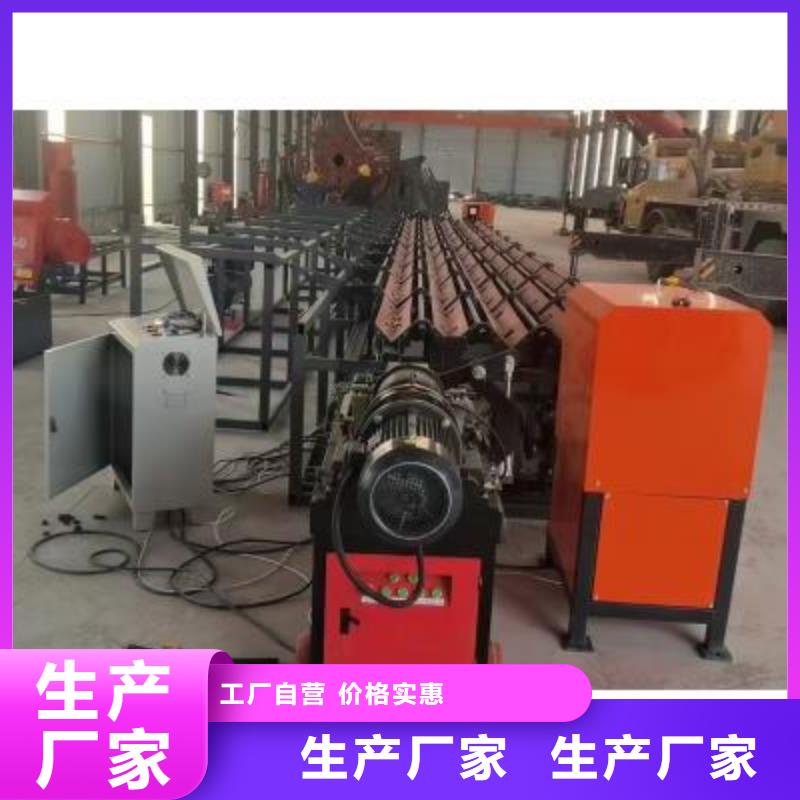
鋼筋端面打磨機結構與功能可以分為電控系統、氣動加持裝置、銑削機構、自動加油機構等部分。
(1) 電控系統:選用國內品牌電器元件,保證電氣平穩運行。
(2) 氣動加持機構:由空壓機和雙加持缸及其附屬元件組成,雙氣缸結構使加持更牢固,品牌空壓機供氣更穩定充足。
(3) 銑削機構:6刀頭銑削頭,水平方向采用無極調試電機,可根據鋼筋規格進行調速。大功率銑削電機保證銑削迅速。
(4) 自動加油機構:可自動設定加油時間,無需擔心忘記加油使機器壽命縮短。
4.主要技術參數
· 轉速:1390 min 功率:3KW
· 電源:380V,50-60HZ 重量:300KG
· 外形尺寸:長1100mm寬840mm高1350mm



建貿機械 有限公司是一家集生產及銷售于一體的現代化企業,公司現擁有大批人才。公司主營產品有: 泰州靖江液壓噴濕機廠家等。
建貿機械 有限公司本著“以人為本,誠心為業”的宗旨,始終堅持“誠信務實、以質取勝”的經營原則。決心廣交朋友、虛心納諫,不斷完善自我,超越自我,以更優質的產品回報社會。
“完善的服務,卓越的品質”是我們永遠追求的目標,為此我們將秉承長遠服務于客戶的精神,不斷創新發展的方針,讓商家信賴、讓用戶滿意,這是我們永恒的信念。


河南建貿機械有限公司鋼筋帶鋸床下料鋸床型號
液壓傳動系統由泵,閥,油缸,油箱,管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。電氣控制系統由電氣箱,控制箱,接線盒,行程開關,電磁鐵等組成的控制回路,用來控制鋸條的回轉,鋸梁的升降,工件的等,使之按一定的工作程序來實現正常切削循環。
潤滑系統開車前必須按機床潤滑部位(鋼絲刷軸,蝸輪箱,主動軸承座,蝸桿軸承,升降油缸上下軸,活動虎鉗滑動面絲桿)要求加油。蝸輪箱內的蝸輪,蝸桿采用30號機油油浴潤滑,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上,下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。
液壓傳動系統由泵,閥,油缸,油箱,管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。電氣控制系統由電氣箱,控制箱,接線盒,行程開關,電磁鐵等組成的控制回路,用來控制鋸條的回轉,鋸梁的升降,工件的等,使之按一定的工作程序來實現正常切削循環。
潤滑系統開車前必須按機床潤滑部位(鋼絲刷軸,蝸輪箱,主動軸承座,蝸桿軸承,升降油缸上下軸,活動虎鉗滑動面絲桿)要求加油。蝸輪箱內的蝸輪,蝸桿采用30號機油油浴潤滑,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上,下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。



華爾網數控鋼筋鋸切套絲生產線引進德國技術水平,是一款主要針對于不同鋼筋直徑、高精度鋼筋棒材的鋸切,套絲,全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。,采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料,套絲方便。 2, 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。3, 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。4,鋸床采用國內專用的雙面夾緊鋸床。5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。



按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。此刻,應替換新油。
液壓油中雜質含量。取數滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(陽光下),證明液壓油富含機械雜質過多。須進行不少于42h以上的沉積,然后將其過濾后運用。當令替換液壓油。停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。此刻,應替換新油。
液壓油中雜質含量。取數滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(陽光下),證明液壓油富含機械雜質過多。須進行不少于42h以上的沉積,然后將其過濾后運用。當令替換液壓油。停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
