
想要探索PE燃?xì)夤躆PP塑鋼復(fù)合管原廠制造的奧秘嗎?不妨點(diǎn)擊這個(gè)產(chǎn)品視頻,它將帶您走進(jìn)一個(gè)精彩絕倫的世界,讓您對(duì)產(chǎn)品的每一個(gè)細(xì)節(jié)都了如指掌。
以下是:PE燃?xì)夤躆PP塑鋼復(fù)合管原廠制造的圖文介紹
潤(rùn)星電力管材有限公司是一家集 泰州靖江PVC-C電力管研發(fā)、生產(chǎn)、銷售、售后于一體的綜合性企業(yè)。公司全體成員嚴(yán)格奉行“系統(tǒng)管理,質(zhì)量保障,交貨快捷,客戶滿意”的宗旨, 竭誠(chéng)為廣大新老客戶服務(wù),邀您共創(chuàng)輝煌!
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
除關(guān)閉爐具的開(kāi)關(guān)外,還要牢記關(guān)閉燃?xì)夤芫€上的閥門(mén)。就可以。20℃靜液壓強(qiáng)度(環(huán)向應(yīng)力20℃,80℃靜液壓強(qiáng)度(環(huán)向應(yīng)力80℃,80℃靜液壓強(qiáng)度(環(huán)向應(yīng)力80℃,耐慢速裂紋增長(zhǎng)(80℃,0.8MPa,采用這種加工法的材料一般被粉碎成粉末料,使其在熱循環(huán)中熔融并流動(dòng)。滾塑使用兩類PE:通用和可交聯(lián)類。通用級(jí)MDPE/HDPE通常的密度范圍從0.935到0.945g/CC,具有窄MWD,使產(chǎn)品具有高沖擊性和小的翹曲,其熔體指數(shù)范圍一般為3—8。更高M(jìn)I品級(jí)通常不適用,因?yàn)樗鼈儾痪邆錆L塑制品希望的沖擊性和抗環(huán)境應(yīng)力開(kāi)裂性。高性能滾塑應(yīng)用系利用其化學(xué)可交聯(lián)品級(jí)的獨(dú)特性能。這些品級(jí)在模塑周期的 段,流動(dòng)性好。而后交聯(lián)以形成其卓越的抗環(huán)境應(yīng)力開(kāi)裂性、韌性。耐磨性和耐氣候性。可交聯(lián)PE適用于大型容器,范圍從500-gal運(yùn)輸各種化學(xué)品儲(chǔ)罐到20,000-gal農(nóng)用儲(chǔ)箱。
PE管在生產(chǎn)過(guò)程中如果操作不當(dāng),會(huì)出現(xiàn)各種不同的影響管材使用或質(zhì)量的問(wèn)題,造成這種問(wèn)題的原因有很多種,可能是由于操作人員的技術(shù)不成熟、原料原因以及機(jī)器設(shè)備故障等原因造成的。今天著重向大家介紹下造成PE管出現(xiàn)斑點(diǎn)的原因以及解決辦法。1.由于定型套冷卻水道堵塞導(dǎo)致水量不勻而造成有規(guī)律的麻點(diǎn)分布,這種情況下應(yīng)清洗調(diào)節(jié)流道孔隙,以保證冷卻水的勻成膜,從而避免麻點(diǎn)出現(xiàn)。2.由于機(jī)頭或機(jī)筒中原料加熱時(shí)間過(guò)長(zhǎng),機(jī)頭和螺筒不清潔或加工溫度太高或螺桿損傷都容易產(chǎn)生老化料,擠出時(shí)形成大的麻點(diǎn)而成凹洞,特別是在添加回用料時(shí),這種情況應(yīng)在停機(jī)1.5小時(shí)左右停加粉碎料,若停機(jī)后4小時(shí)不開(kāi)機(jī)應(yīng)迅速將溫度降到150-200℃內(nèi)。
限度的降低原料的分解程度,還應(yīng)注意檢查加工溫度是否適應(yīng)擠出要求。3.定型套的冷卻水量不均勻造成PE管材表面麻點(diǎn),Φ315以上各種規(guī)格管材或多或少都存在此類現(xiàn)象,原因是隨口徑的增大,定型套受冷卻水分布受重力影響越大,所需冷卻水量越大,形成完整水膜越困難,應(yīng)調(diào)整各進(jìn)水管的水流量,適當(dāng)增大上部水流量或增大冷卻效果差的部位的水流量。4.如果原料中存在難以塑化的雜質(zhì)時(shí),是會(huì)產(chǎn)生麻點(diǎn)的,并且這類麻點(diǎn)較大的話是可以看出麻點(diǎn)中部的雜質(zhì)成分的,生產(chǎn)PE管時(shí)需提高加工溫度或更換原料。5.如果原料潮濕,管材表面會(huì)產(chǎn)生小氣泡,定型后便形成麻點(diǎn),這時(shí)觀察這類麻點(diǎn)可以發(fā)現(xiàn),在擠出的反方向上有拉伸形成的小尾巴,這時(shí)就需要對(duì)原料烘干處理。6.水量太大造成管材表面麻點(diǎn),這種情況主要發(fā)生在孔式定型套上,由于定型套內(nèi)部流道不分區(qū),水由重力作用下部分水壓較大,水量較多,而上部水量較小,管材表面較軟,造成水壓大的地方出現(xiàn)麻點(diǎn)。
PE是聚乙烯的簡(jiǎn)稱,PE管發(fā)展前景令人矚目,并且PE管的應(yīng)用范圍很廣,其中給水管和燃?xì)夤苁莾蓚€(gè)市場(chǎng)。PE燃?xì)夤艿男阅芴攸c(diǎn):1.低溫抗沖擊性能好??2.抗應(yīng)力開(kāi)裂性能好??3.耐化學(xué)腐蝕性好,耐酸,耐堿??4.耐老化,使用壽命長(zhǎng)?5.耐磨性能好?6.內(nèi)壁光滑,水流阻力小?7.質(zhì)量較輕,搬運(yùn)和安裝方便?8.不添加重金屬等,材料無(wú)害,衛(wèi)生?9.連接性能可靠應(yīng)用的領(lǐng)域包括:城市自來(lái)水管道,城鄉(xiāng)自來(lái)水管道,化工食品等工廠的液體材料輸送管,農(nóng)田灌溉管道,電力電線保護(hù)管,礦山砂漿的輸送管等等,使用范圍是很廣泛的。
PE管在生產(chǎn)過(guò)程中如果操作不當(dāng),會(huì)出現(xiàn)各種不同的影響管材使用或質(zhì)量的問(wèn)題,造成這種問(wèn)題的原因有很多種,可能是由于操作人員的技術(shù)不成熟、原料原因以及機(jī)器設(shè)備故障等原因造成的。今天著重向大家介紹下造成PE管出現(xiàn)斑點(diǎn)的原因以及解決辦法。1.由于定型套冷卻水道堵塞導(dǎo)致水量不勻而造成有規(guī)律的麻點(diǎn)分布,這種情況下應(yīng)清洗調(diào)節(jié)流道孔隙,以保證冷卻水的勻成膜,從而避免麻點(diǎn)出現(xiàn)。2.由于機(jī)頭或機(jī)筒中原料加熱時(shí)間過(guò)長(zhǎng),機(jī)頭和螺筒不清潔或加工溫度太高或螺桿損傷都容易產(chǎn)生老化料,擠出時(shí)形成大的麻點(diǎn)而成凹洞,特別是在添加回用料時(shí),這種情況應(yīng)在停機(jī)1.5小時(shí)左右停加粉碎料,若停機(jī)后4小時(shí)不開(kāi)機(jī)應(yīng)迅速將溫度降到150-200℃內(nèi)。
限度的降低原料的分解程度,還應(yīng)注意檢查加工溫度是否適應(yīng)擠出要求。3.定型套的冷卻水量不均勻造成PE管材表面麻點(diǎn),Φ315以上各種規(guī)格管材或多或少都存在此類現(xiàn)象,原因是隨口徑的增大,定型套受冷卻水分布受重力影響越大,所需冷卻水量越大,形成完整水膜越困難,應(yīng)調(diào)整各進(jìn)水管的水流量,適當(dāng)增大上部水流量或增大冷卻效果差的部位的水流量。4.如果原料中存在難以塑化的雜質(zhì)時(shí),是會(huì)產(chǎn)生麻點(diǎn)的,并且這類麻點(diǎn)較大的話是可以看出麻點(diǎn)中部的雜質(zhì)成分的,生產(chǎn)PE管時(shí)需提高加工溫度或更換原料。5.如果原料潮濕,管材表面會(huì)產(chǎn)生小氣泡,定型后便形成麻點(diǎn),這時(shí)觀察這類麻點(diǎn)可以發(fā)現(xiàn),在擠出的反方向上有拉伸形成的小尾巴,這時(shí)就需要對(duì)原料烘干處理。6.水量太大造成管材表面麻點(diǎn),這種情況主要發(fā)生在孔式定型套上,由于定型套內(nèi)部流道不分區(qū),水由重力作用下部分水壓較大,水量較多,而上部水量較小,管材表面較軟,造成水壓大的地方出現(xiàn)麻點(diǎn)。
PE是聚乙烯的簡(jiǎn)稱,PE管發(fā)展前景令人矚目,并且PE管的應(yīng)用范圍很廣,其中給水管和燃?xì)夤苁莾蓚€(gè)市場(chǎng)。PE燃?xì)夤艿男阅芴攸c(diǎn):1.低溫抗沖擊性能好??2.抗應(yīng)力開(kāi)裂性能好??3.耐化學(xué)腐蝕性好,耐酸,耐堿??4.耐老化,使用壽命長(zhǎng)?5.耐磨性能好?6.內(nèi)壁光滑,水流阻力小?7.質(zhì)量較輕,搬運(yùn)和安裝方便?8.不添加重金屬等,材料無(wú)害,衛(wèi)生?9.連接性能可靠應(yīng)用的領(lǐng)域包括:城市自來(lái)水管道,城鄉(xiāng)自來(lái)水管道,化工食品等工廠的液體材料輸送管,農(nóng)田灌溉管道,電力電線保護(hù)管,礦山砂漿的輸送管等等,使用范圍是很廣泛的。
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
隨著PE管材原材料的價(jià)格上漲,很多pe管廠家熬不住了,就開(kāi)始從質(zhì)量上動(dòng)手腳,那么,小編就整理了一些小妙招,幫您表別好壞PE管材的質(zhì)量!相大家都知道HDPE燃?xì)夤芏际菙D出成型的,管材的質(zhì)量主要是工藝與原材料的問(wèn)題。PE原料的時(shí)間太短就不熟,時(shí)間太長(zhǎng)就不好。可以加一些填充,提高他的穩(wěn)定性可以加長(zhǎng)保壓的時(shí)間提高其穩(wěn)定性加工出來(lái)以后可以進(jìn)行后處理一下使產(chǎn)品完全定性!重要是PE原料的質(zhì)量問(wèn)題。那么如何如何分辨好壞HDPE燃?xì)夤懿哪兀繉<医o您支招:聞,一般原料PE管化學(xué)性能不穩(wěn)定,有難聞的異味或加熱后有異味。優(yōu)質(zhì)原料化學(xué)性能穩(wěn)定,制成品不會(huì)有任何異味。看,一般原料PE管:原料有時(shí)含有雜質(zhì),成品透光性差或有斑點(diǎn)、氣霧、氣泡等。優(yōu)質(zhì)原料純度高,絕無(wú)雜質(zhì),成品透明度及光潔度高,韌性好。摸,一般原料PE管成品邊沿粗糙,水口位突起,既不美觀,還容易割傷皮膚。優(yōu)質(zhì)原料PE管成品光滑無(wú)毛邊,不傷手;符合人體工程學(xué)設(shè)計(jì),把握舒適。一般pe管原料在酸、堿、鹽或去污劑、洗滌劑的作用下,容易出現(xiàn)各種老化現(xiàn)象-脆化、龜裂、蛻皮等。優(yōu)質(zhì)HDPE原料能耐酸、堿、鹽及多種溶劑,防腐蝕,抗老化。
螺桿轉(zhuǎn)速對(duì)管材質(zhì)量的影響:螺桿轉(zhuǎn)速的選擇直接影響產(chǎn)量和質(zhì)量。螺桿轉(zhuǎn)速既取決于擠出機(jī)大小,一邊取決上管徑大小。轉(zhuǎn)速增加,擠出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺桿內(nèi)的停留時(shí)間較短,過(guò)高的摩擦熱使管內(nèi)壁比較粗糙、管材強(qiáng)度下降,因此,螺桿轉(zhuǎn)速的控制應(yīng)根據(jù)產(chǎn)量、產(chǎn)品外觀和物理力學(xué)性能要求權(quán)衡。牽引速度因素對(duì)HDPE燃?xì)夤懿馁|(zhì)量的影響:牽引速度直接影響產(chǎn)品壁厚。牽引速度應(yīng)與擠出速度相配合,通常是牽引速度比管材擠出速度高1%~10%。溫度對(duì)PE塑料管材質(zhì)量的影響:溫度是影響塑化及塑料管材生產(chǎn)的主要因索,溫度過(guò)低,塑化不好,溫度過(guò)高,物料易分解。溫度的控制應(yīng)根據(jù)原配方、擠出機(jī)及機(jī)頭結(jié)構(gòu)、螺桿轉(zhuǎn)速等因素確定。加工硬pvc管材時(shí),因加工溫度與分解溫度頗為接近,生產(chǎn)中應(yīng)嚴(yán)格控制各點(diǎn)的料溫。同時(shí)注意測(cè)溫儀表的誤差及測(cè)量點(diǎn)的位置。壓縮空氣對(duì)HDPE燃?xì)夤苜|(zhì)量的影響:壓縮空氣使管子定型并保持一定圓度,其壓力一般為0.02~0.05mpa。牽引冷卻對(duì)PE塑料管材質(zhì)量的影響:這點(diǎn)相大家都比較了解,冷卻達(dá)不到會(huì)使擠出料粘連,無(wú)法定型。 是采用風(fēng)冷結(jié)合水冷,冷卻水溫度要保持在15°左右。另外生產(chǎn)完成后,HDPE燃?xì)夤艿亩逊挪荒苓^(guò)于擠壓,不能裸露在太陽(yáng)下暴曬,不然也會(huì)因?yàn)檠趸T導(dǎo)的原因使PE塑料管材質(zhì)量發(fā)生變化。
螺桿轉(zhuǎn)速對(duì)管材質(zhì)量的影響:螺桿轉(zhuǎn)速的選擇直接影響產(chǎn)量和質(zhì)量。螺桿轉(zhuǎn)速既取決于擠出機(jī)大小,一邊取決上管徑大小。轉(zhuǎn)速增加,擠出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺桿內(nèi)的停留時(shí)間較短,過(guò)高的摩擦熱使管內(nèi)壁比較粗糙、管材強(qiáng)度下降,因此,螺桿轉(zhuǎn)速的控制應(yīng)根據(jù)產(chǎn)量、產(chǎn)品外觀和物理力學(xué)性能要求權(quán)衡。牽引速度因素對(duì)HDPE燃?xì)夤懿馁|(zhì)量的影響:牽引速度直接影響產(chǎn)品壁厚。牽引速度應(yīng)與擠出速度相配合,通常是牽引速度比管材擠出速度高1%~10%。溫度對(duì)PE塑料管材質(zhì)量的影響:溫度是影響塑化及塑料管材生產(chǎn)的主要因索,溫度過(guò)低,塑化不好,溫度過(guò)高,物料易分解。溫度的控制應(yīng)根據(jù)原配方、擠出機(jī)及機(jī)頭結(jié)構(gòu)、螺桿轉(zhuǎn)速等因素確定。加工硬pvc管材時(shí),因加工溫度與分解溫度頗為接近,生產(chǎn)中應(yīng)嚴(yán)格控制各點(diǎn)的料溫。同時(shí)注意測(cè)溫儀表的誤差及測(cè)量點(diǎn)的位置。壓縮空氣對(duì)HDPE燃?xì)夤苜|(zhì)量的影響:壓縮空氣使管子定型并保持一定圓度,其壓力一般為0.02~0.05mpa。牽引冷卻對(duì)PE塑料管材質(zhì)量的影響:這點(diǎn)相大家都比較了解,冷卻達(dá)不到會(huì)使擠出料粘連,無(wú)法定型。 是采用風(fēng)冷結(jié)合水冷,冷卻水溫度要保持在15°左右。另外生產(chǎn)完成后,HDPE燃?xì)夤艿亩逊挪荒苓^(guò)于擠壓,不能裸露在太陽(yáng)下暴曬,不然也會(huì)因?yàn)檠趸T導(dǎo)的原因使PE塑料管材質(zhì)量發(fā)生變化。
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
在燃?xì)廨斉湓O(shè)計(jì)中,城市燃?xì)夤艿烙袖摴堋㈣T鐵管等多種。但隨著時(shí)間的推移,金屬管材耐腐蝕性差、成本高、運(yùn)輸安裝不便的缺點(diǎn)逐漸顯露出來(lái),于是人們已把眼光投向了塑料管材。聚乙烯管(以下簡(jiǎn)稱PE管)是新一代的PE燃?xì)夤軓S家,它是以聚乙烯為主要原料,經(jīng)擠壓成型的管材,它與傳統(tǒng)的金屬管相比,具有耐腐蝕;重量輕,密度僅是鋼材的l/8;使用壽命長(zhǎng),可達(dá)到50年;強(qiáng)度高、韌性好,可經(jīng)受地層變化而不斷裂;施工簡(jiǎn)便等優(yōu)點(diǎn),是燃?xì)夤艿栏聯(lián)Q代的新產(chǎn)品。
PE管在國(guó)外已有幾十年的使用歷史, 世界上經(jīng)濟(jì)發(fā)達(dá) 從上世紀(jì)40年代末已開(kāi)始研究PE管,并應(yīng)用在燃?xì)夤こ讨校粡?0年代起相繼在燃?xì)廨斉湎到y(tǒng)中應(yīng)用PE管;且使用比例逐步擴(kuò)大。目前,國(guó)際上歐、美、日等發(fā)達(dá) 和地區(qū)已全部采用PE燃?xì)夤軓S家。1988年在慕尼黑的國(guó)際煤聯(lián)(IGU)輸配委員會(huì)會(huì)議上一致認(rèn)為:“采PE燃?xì)夤転樵系穆竦厝細(xì)夤艿蕾|(zhì)量可靠、運(yùn)行、維護(hù)簡(jiǎn)便、費(fèi)用經(jīng)濟(jì)”。
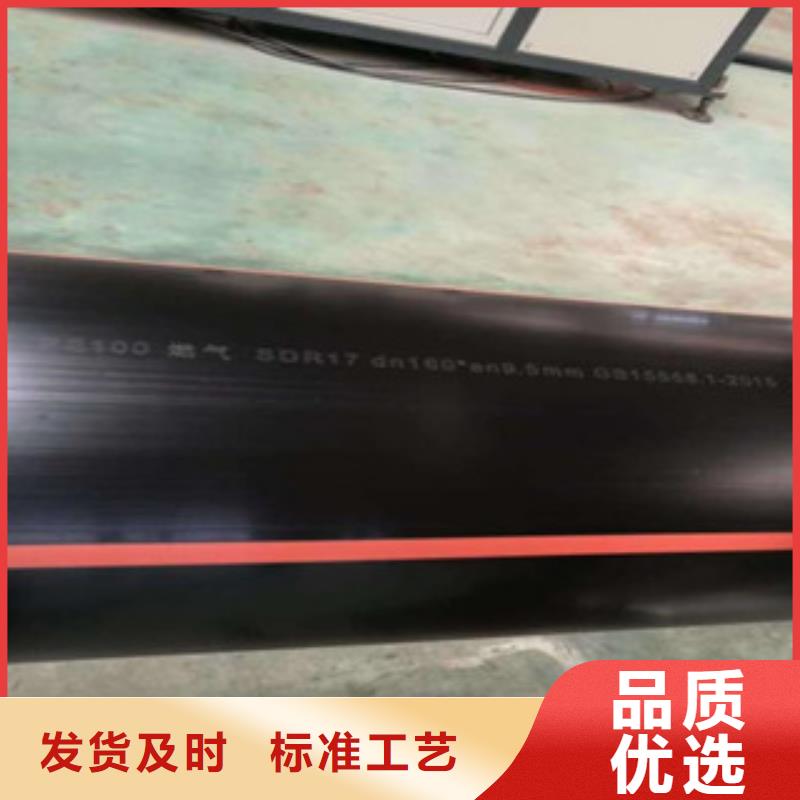
PE燃?xì)夤荜P(guān)于在生產(chǎn)過(guò)程中的執(zhí)行 標(biāo)準(zhǔn)有以下息:在全國(guó)塑料制品標(biāo)準(zhǔn)化技術(shù)委員會(huì)塑料管材、管件及閥門(mén)分技術(shù)委員會(huì)(TC48/SC3)的組織下,新版GB15558.1《聚乙烯PE燃?xì)夤懿摹? 標(biāo)準(zhǔn)已修訂完成。2015年12月31日 標(biāo)準(zhǔn)委在第43號(hào)公告中正式發(fā)布,并將在2017年1月1日正式實(shí)施。
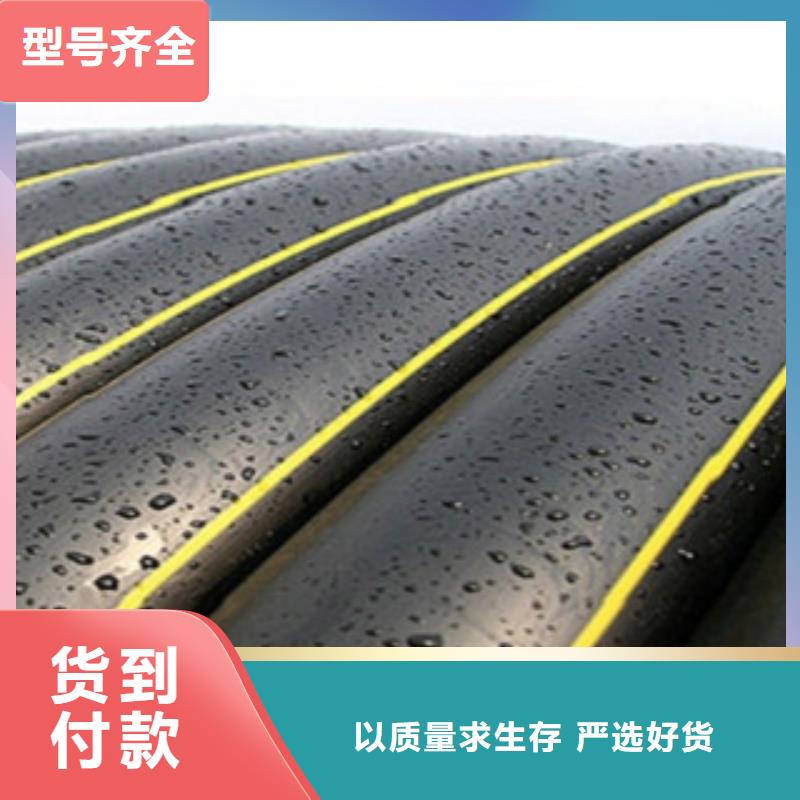
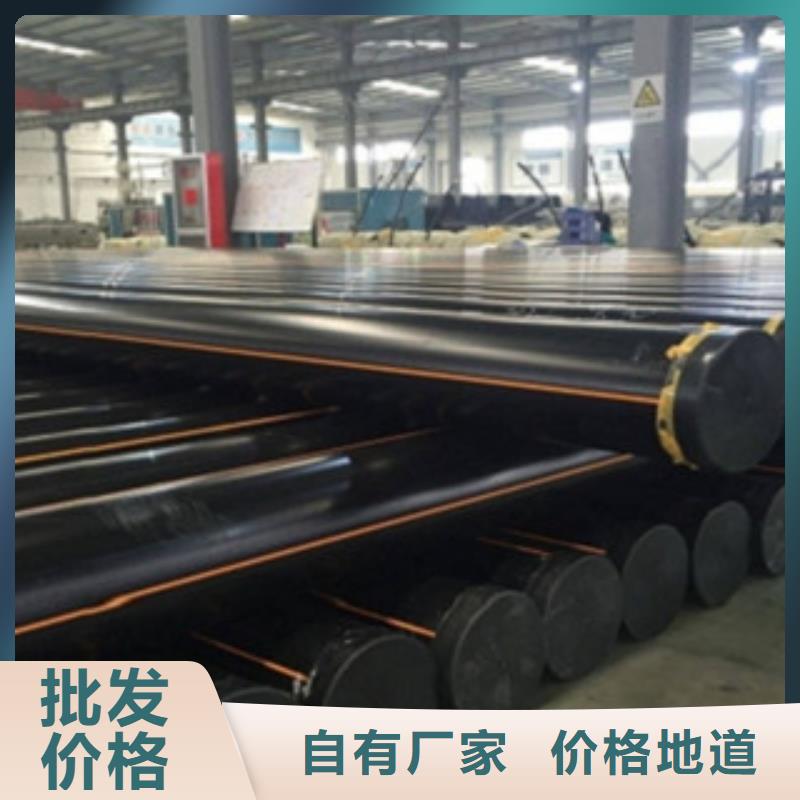
相對(duì)于現(xiàn)行版本GB 15558.1-2003,主要技術(shù)變化如下:增加了管材類型,由原來(lái)單一實(shí)壁管材增加至兩種類型管材(單層實(shí)壁管材和管材外壁包覆可剝離熱塑性防護(hù)層管材)。明確了混配料的定義,增加了混配料的顏色要求,增加了混配料顏色要求。聚乙烯(PE)混配料的顏色應(yīng)為黑色(PE80或PE 100)、黃色(PE80)或橙色(PE 100)。
修改了混配料與管材的相關(guān)性能要求,具體包括:(1)增加了混配料的80℃長(zhǎng)期靜液壓強(qiáng)度曲線不允許在5000h前出現(xiàn)拐點(diǎn)的要求。(2)炭黑分散/顏料分散增加了外觀級(jí)別的要求。(3)以管材形式測(cè)定的混配料性能增加了耐候性要求,耐慢速裂紋增長(zhǎng)性能要求由165h提高至500h。(4)增加了混配料的熔接兼容性要求,增加了聚乙烯(PE)混配料的改變要求。(5)修改了回用料要求,允許少量使用來(lái)自本廠的同一牌號(hào)的生產(chǎn)同種產(chǎn)品的清潔回用料。規(guī)格尺寸要求中 平均外徑刪去等級(jí)A,SDR系列刪去了SDR 17.6系列,增加了SDR17、SDR 21、SDR 26系列,修改了小口徑管材小壁厚要求。管材力學(xué)性能中靜液壓強(qiáng)度(20℃,100 h)試驗(yàn)參數(shù)PE100 環(huán)應(yīng)力由12.4MPa 改為12.0MPa,刪去耐候性要求,耐慢速裂紋增長(zhǎng)(切口試驗(yàn))的性能要求由165h 提高至不小于500 h,增加了耐慢速裂紋增長(zhǎng)的錐體試驗(yàn),增加了壓縮復(fù)原要求,增加了對(duì)接熔接接頭的系統(tǒng)適用性要。
PE管在國(guó)外已有幾十年的使用歷史, 世界上經(jīng)濟(jì)發(fā)達(dá) 從上世紀(jì)40年代末已開(kāi)始研究PE管,并應(yīng)用在燃?xì)夤こ讨校粡?0年代起相繼在燃?xì)廨斉湎到y(tǒng)中應(yīng)用PE管;且使用比例逐步擴(kuò)大。目前,國(guó)際上歐、美、日等發(fā)達(dá) 和地區(qū)已全部采用PE燃?xì)夤軓S家。1988年在慕尼黑的國(guó)際煤聯(lián)(IGU)輸配委員會(huì)會(huì)議上一致認(rèn)為:“采PE燃?xì)夤転樵系穆竦厝細(xì)夤艿蕾|(zhì)量可靠、運(yùn)行、維護(hù)簡(jiǎn)便、費(fèi)用經(jīng)濟(jì)”。
PE燃?xì)夤荜P(guān)于在生產(chǎn)過(guò)程中的執(zhí)行 標(biāo)準(zhǔn)有以下息:在全國(guó)塑料制品標(biāo)準(zhǔn)化技術(shù)委員會(huì)塑料管材、管件及閥門(mén)分技術(shù)委員會(huì)(TC48/SC3)的組織下,新版GB15558.1《聚乙烯PE燃?xì)夤懿摹? 標(biāo)準(zhǔn)已修訂完成。2015年12月31日 標(biāo)準(zhǔn)委在第43號(hào)公告中正式發(fā)布,并將在2017年1月1日正式實(shí)施。
相對(duì)于現(xiàn)行版本GB 15558.1-2003,主要技術(shù)變化如下:增加了管材類型,由原來(lái)單一實(shí)壁管材增加至兩種類型管材(單層實(shí)壁管材和管材外壁包覆可剝離熱塑性防護(hù)層管材)。明確了混配料的定義,增加了混配料的顏色要求,增加了混配料顏色要求。聚乙烯(PE)混配料的顏色應(yīng)為黑色(PE80或PE 100)、黃色(PE80)或橙色(PE 100)。
修改了混配料與管材的相關(guān)性能要求,具體包括:(1)增加了混配料的80℃長(zhǎng)期靜液壓強(qiáng)度曲線不允許在5000h前出現(xiàn)拐點(diǎn)的要求。(2)炭黑分散/顏料分散增加了外觀級(jí)別的要求。(3)以管材形式測(cè)定的混配料性能增加了耐候性要求,耐慢速裂紋增長(zhǎng)性能要求由165h提高至500h。(4)增加了混配料的熔接兼容性要求,增加了聚乙烯(PE)混配料的改變要求。(5)修改了回用料要求,允許少量使用來(lái)自本廠的同一牌號(hào)的生產(chǎn)同種產(chǎn)品的清潔回用料。規(guī)格尺寸要求中 平均外徑刪去等級(jí)A,SDR系列刪去了SDR 17.6系列,增加了SDR17、SDR 21、SDR 26系列,修改了小口徑管材小壁厚要求。管材力學(xué)性能中靜液壓強(qiáng)度(20℃,100 h)試驗(yàn)參數(shù)PE100 環(huán)應(yīng)力由12.4MPa 改為12.0MPa,刪去耐候性要求,耐慢速裂紋增長(zhǎng)(切口試驗(yàn))的性能要求由165h 提高至不小于500 h,增加了耐慢速裂紋增長(zhǎng)的錐體試驗(yàn),增加了壓縮復(fù)原要求,增加了對(duì)接熔接接頭的系統(tǒng)適用性要。
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
結(jié)晶態(tài)、高彈態(tài)和粘流態(tài)。聚乙烯管道就是在一定條件下,這三態(tài)相互轉(zhuǎn)換來(lái)實(shí)現(xiàn)焊接的。聚乙烯的焊接過(guò)程:常溫下聚乙烯處于結(jié)晶態(tài),高分子鏈不能移動(dòng),管材之間或管材與管件之間無(wú)法實(shí)現(xiàn)焊接。當(dāng)溫度升高到熔點(diǎn)時(shí),在管材或管件端面一定區(qū)域內(nèi),聚乙烯處于高彈態(tài),在這個(gè)區(qū)域內(nèi)鏈段能運(yùn)動(dòng),但高分子整鏈不能運(yùn)動(dòng),不能焊接。當(dāng)溫度升高到粘流態(tài)溫度時(shí),聚乙烯管材或管件端面一定區(qū)域內(nèi)處于粘流態(tài),即熔融層。此時(shí)熔融層內(nèi)的高分子熱運(yùn)動(dòng)能量加大,分子鏈間空隙體積加大,在外力地作用下,兩個(gè)熔融層緊緊地?cái)D壓在一起,兩個(gè)熔融層中的部分高分子整鏈在壓力的作用下,克服分子間力和分子間相互纏結(jié)作用,打開(kāi)結(jié)點(diǎn),沿受力方向通過(guò)分子間的孔穴躍遷到對(duì)面的熔融層的空隙中。
并與對(duì)面熔融層中的部分高分子發(fā)生纏結(jié)作用。這樣通過(guò)兩個(gè)熔融層中部分高分子相互移動(dòng),使兩個(gè)熔融層內(nèi)的高分子很好地融合在一起。隨著溫度的降低熔融層逐漸轉(zhuǎn)變?yōu)楦邚棏B(tài),并在熔點(diǎn)下開(kāi)始重新結(jié)晶,直至常溫下形成結(jié)晶態(tài)而完成焊接。溫度對(duì)結(jié)晶的速度影響很大,當(dāng)溫度較低時(shí),晶體形成數(shù)量多,但都很小,這時(shí)產(chǎn)生的焊接區(qū)域強(qiáng)度低。當(dāng)緩慢冷卻時(shí),聚合物中的晶體既多又大,焊接區(qū)域強(qiáng)度大。所以為保證焊接區(qū)域強(qiáng)度,只能采取自然冷卻的方法,而不能采取任何水冷,風(fēng)冷等強(qiáng)制冷卻手段。而管材和管件屬于強(qiáng)制冷卻,因此理論上焊接區(qū)域的強(qiáng)度要高于管材或管件本身的強(qiáng)度。外力是實(shí)現(xiàn)焊接的必要條件,如果沒(méi)有外力,粘流態(tài)下的高分子就不能克服分子間力和分子間的相互纏結(jié)作用而進(jìn)行移動(dòng)。
也就無(wú)法實(shí)現(xiàn)焊接。電熔焊接的原理是相同的,只不過(guò)實(shí)現(xiàn)焊接的力是管件與管材內(nèi)外表熔面熔化形成熔融層時(shí)產(chǎn)生的熔脹力。2.2熱熔對(duì)接在操作方面的要點(diǎn): ,溫度,壓力,時(shí)間是焊接的主要工藝參數(shù),加熱溫度一般設(shè)定在190°C到230°C之間,溫度過(guò)高或過(guò)低都將形成虛焊。第二,預(yù)熱時(shí)壓力不要過(guò)高,稍有點(diǎn)壓力即可,如果壓力設(shè)定較高,熔融層都被擠翻出來(lái),端面沒(méi)有熔融層將無(wú)法實(shí)現(xiàn)焊接。第三,保壓階段一定要有,而且要有一定的保壓壓力和保壓時(shí)間。這個(gè)階段在施工中經(jīng)常會(huì)被省略,這將嚴(yán)重影響焊接質(zhì)量。第四,冷卻階段一定要自然冷卻,不能采取強(qiáng)制冷卻手段。第五,焊口焊好后, 24小時(shí)后才能進(jìn)行拖拉,如果特殊情況也要等焊口處溫度完全自然冷卻到室溫才能進(jìn)行拖拉。
并與對(duì)面熔融層中的部分高分子發(fā)生纏結(jié)作用。這樣通過(guò)兩個(gè)熔融層中部分高分子相互移動(dòng),使兩個(gè)熔融層內(nèi)的高分子很好地融合在一起。隨著溫度的降低熔融層逐漸轉(zhuǎn)變?yōu)楦邚棏B(tài),并在熔點(diǎn)下開(kāi)始重新結(jié)晶,直至常溫下形成結(jié)晶態(tài)而完成焊接。溫度對(duì)結(jié)晶的速度影響很大,當(dāng)溫度較低時(shí),晶體形成數(shù)量多,但都很小,這時(shí)產(chǎn)生的焊接區(qū)域強(qiáng)度低。當(dāng)緩慢冷卻時(shí),聚合物中的晶體既多又大,焊接區(qū)域強(qiáng)度大。所以為保證焊接區(qū)域強(qiáng)度,只能采取自然冷卻的方法,而不能采取任何水冷,風(fēng)冷等強(qiáng)制冷卻手段。而管材和管件屬于強(qiáng)制冷卻,因此理論上焊接區(qū)域的強(qiáng)度要高于管材或管件本身的強(qiáng)度。外力是實(shí)現(xiàn)焊接的必要條件,如果沒(méi)有外力,粘流態(tài)下的高分子就不能克服分子間力和分子間的相互纏結(jié)作用而進(jìn)行移動(dòng)。
也就無(wú)法實(shí)現(xiàn)焊接。電熔焊接的原理是相同的,只不過(guò)實(shí)現(xiàn)焊接的力是管件與管材內(nèi)外表熔面熔化形成熔融層時(shí)產(chǎn)生的熔脹力。2.2熱熔對(duì)接在操作方面的要點(diǎn): ,溫度,壓力,時(shí)間是焊接的主要工藝參數(shù),加熱溫度一般設(shè)定在190°C到230°C之間,溫度過(guò)高或過(guò)低都將形成虛焊。第二,預(yù)熱時(shí)壓力不要過(guò)高,稍有點(diǎn)壓力即可,如果壓力設(shè)定較高,熔融層都被擠翻出來(lái),端面沒(méi)有熔融層將無(wú)法實(shí)現(xiàn)焊接。第三,保壓階段一定要有,而且要有一定的保壓壓力和保壓時(shí)間。這個(gè)階段在施工中經(jīng)常會(huì)被省略,這將嚴(yán)重影響焊接質(zhì)量。第四,冷卻階段一定要自然冷卻,不能采取強(qiáng)制冷卻手段。第五,焊口焊好后, 24小時(shí)后才能進(jìn)行拖拉,如果特殊情況也要等焊口處溫度完全自然冷卻到室溫才能進(jìn)行拖拉。
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
夤躆PP塑鋼復(fù)合管原廠制造")
點(diǎn)擊查看潤(rùn)星電力管材有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
