

<景德鎮(zhèn)>鵬鑫鋼鐵
景德鎮(zhèn)Q355B鍍鋅管優(yōu)惠多
Q355B鍍鋅管優(yōu)惠多")
Q355B鍍鋅管優(yōu)惠多")
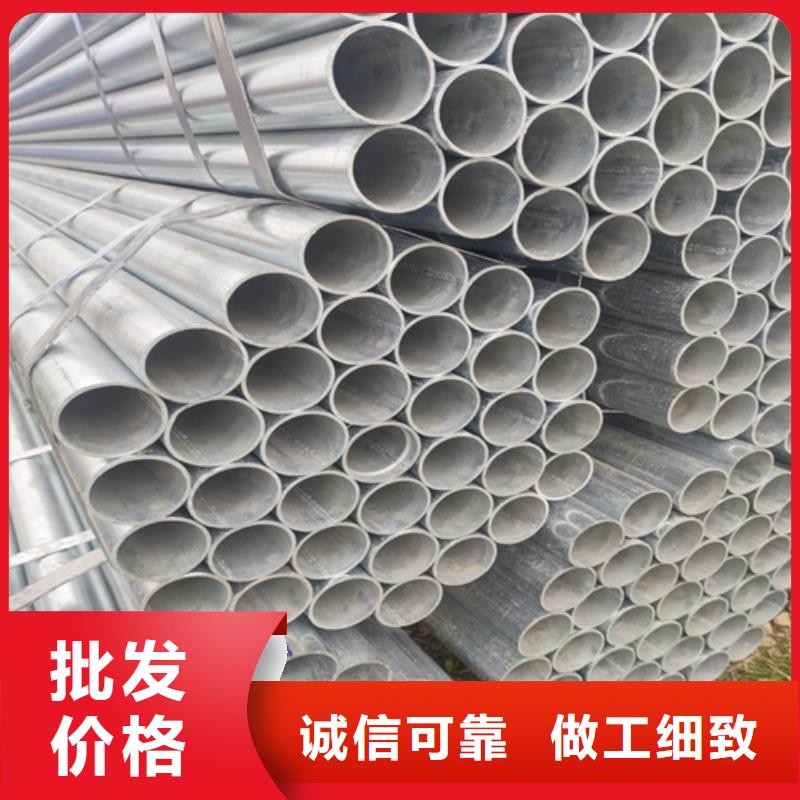
鍍鋅管產(chǎn)品結(jié)構(gòu): 選用焊接鋼管經(jīng)除污除銹處理后,內(nèi)外表面熱浸鍍鋅成型的鍍鋅鋼管。標(biāo)準(zhǔn)名稱為“低壓流體輸送用熱浸鍍鋅焊接鋼管”,敷設(shè)方式術(shù)語為SC。 產(chǎn)品特性: 內(nèi)外表面鋅層厚實(shí),色澤光亮、均勻、耐腐蝕能力強(qiáng)。 管壁厚、機(jī)械力學(xué)性能力強(qiáng)、抗壓、抗彎性能好。 小口徑可選螺紋絲扣、套接緊定式;大口徑可選承插擴(kuò)口,卡箍連接方式。 熱浸鍍鋅導(dǎo)管: 執(zhí)行標(biāo)準(zhǔn)GB/T20041.21-2017標(biāo)準(zhǔn),符合 防火要求,適用于預(yù)埋和吊頂明裝。 注: 1、熱浸鍍鋅導(dǎo)管為熱浸鍍鋅,內(nèi)外重級(jí)防腐。 2、內(nèi)焊縫不高于0.3mm。 3、鍍鋅層厚度45μm以上。 4、此產(chǎn)品可替代水煤氣管道用于地下室、人防工程的線路保護(hù)。 熱鍍鋅導(dǎo)線管: 采用優(yōu)質(zhì)冷軋帶鋼雙面熱鍍鋅保護(hù),經(jīng)高頻焊接一次成型,壁厚均勻,內(nèi)焊縫毛刺接近“0”,焊縫光滑,圓度高,端口平滑五毛刺。使用配套專用工具可彎角,不變形,不斷裂。標(biāo)準(zhǔn)定尺4米,標(biāo)準(zhǔn)型壁厚1.60mm,明敷暗埋均可使用。 1、采用優(yōu)質(zhì)熱鍍鋅卷帶加工而成,鍍鋅層均勻,光潔度好。 2、耐腐蝕性能為中性,避免雨淋和酸性物質(zhì),內(nèi)焊縫不高于0.3mm. 3、按照 GB/T20041.21-2017標(biāo)準(zhǔn)加工制作。
Q355B鍍鋅管優(yōu)惠多")
Q355B鍍鋅管優(yōu)惠多")
Q355B鍍鋅管優(yōu)惠多")
鍍鋅無縫管熱處理工藝。鍍鋅無縫管的冷軋工藝要求在盡可能低的溫度下粗軋使馬氏體變形,以提高鍍鋅無縫管的形核率,在鍍鋅鋼管區(qū)域進(jìn)行精軋,然后選擇較高的開卷溫度 是為了獲得粗晶鍍鋅鋼管體,降低熱軋卷材的強(qiáng)度。傳統(tǒng)的熱軋工藝規(guī)定終軋溫度在變化點(diǎn)以上,以防止在變化區(qū)冷軋,否則,熱軋帶鋼會(huì)因流變應(yīng)力的突變而造成物理性能不均勻,產(chǎn)品厚度不均勻。鍍鋅鋼管的冷軋是在軋件進(jìn)入精軋擠壓機(jī)之前,將馬氏體轉(zhuǎn)變?yōu)殄冧\鋼管。粗軋仍是在完全馬氏體狀態(tài)下進(jìn)行,然后將熱軋帶鋼溫度降低到變化。 鍍鋅管的滲氮處理方法主要是采用滲氮爐,將鍍鋅鋼管放入料架中,然后用驅(qū)動(dòng)器將產(chǎn)品工件吊起放在爐底加熱。另外,可以制作出爐門負(fù)重吊裝設(shè)計(jì)方案的氮化爐,根據(jù)墻上吊掛專用工具,將工件垂直加熱到墻上。氮化爐的爐殼一般由減速電機(jī)和電動(dòng)自動(dòng)升降機(jī)驅(qū)動(dòng)。爐蓋合上后,還要夾緊地腳螺栓,以保證氮化爐真空泵的氣密性。先真空包裝,再通入N2進(jìn)行氮化熱處理工藝。鍍鋅鋼管的氮化處理是指某種物質(zhì)在一定溫度下,使工件表面成為有機(jī)化學(xué)熱處理工藝產(chǎn)品的一種有機(jī)化學(xué)熱處理方法。 顯然,由于鍍鋅鋼管區(qū)冷軋板坯的加熱溫度低于基礎(chǔ)冷軋,可以大大降低加熱能耗,同時(shí)提高熱處理爐的生產(chǎn)能力。 較低的加熱溫度還可以減少熱軋帶鋼的加熱,從而減少熱軋帶鋼因內(nèi)應(yīng)力引起的疲勞開裂和開裂,減少熱軋帶鋼的磨損; 超低溫冷軋還可以減少二次鋅灰。提高熱軋產(chǎn)品的表面質(zhì)量,也提高酸洗鈍化線的運(yùn)行速度。 生活實(shí)踐證明,用鍍鋅鋼管熱軋生產(chǎn)的薄熱軋帶鋼代替?zhèn)鹘y(tǒng)的冷軋、淬火、熱軋帶鋼,可以大大降低產(chǎn)品成本。
<景德鎮(zhèn)>鵬鑫鋼鐵