


不要錯過這部精心制作的【珩磨管】-液壓油缸管加工廠制造生產銷售產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:山東濟南【珩磨管】-液壓油缸管加工廠制造生產銷售的圖文介紹

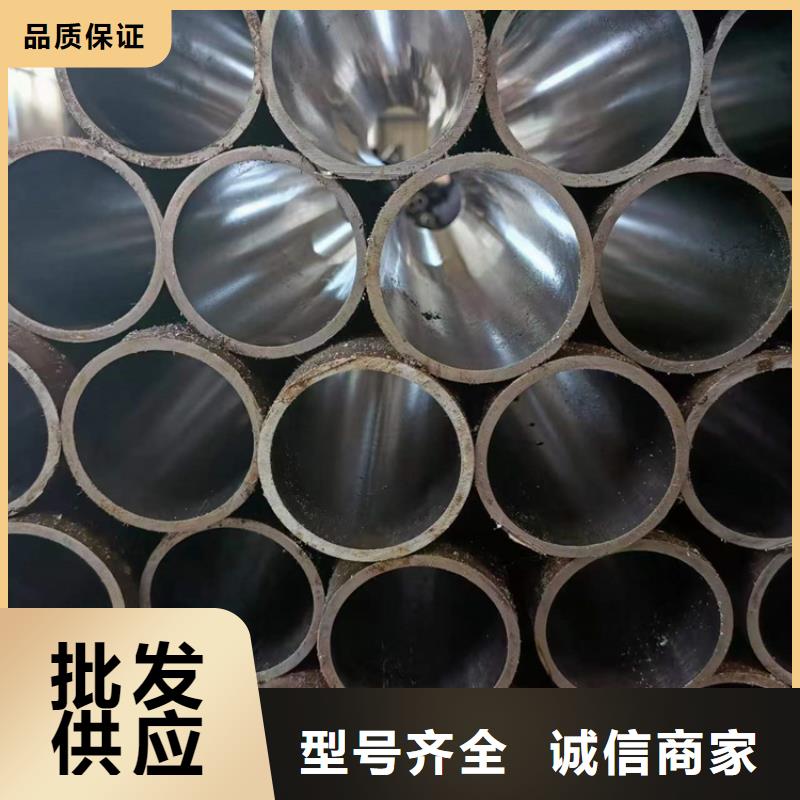
山東濟南企業旺旺珩磨管絎磨管油缸管珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據資料,有產品合格證,且在有效使用期內。焊條、焊劑在使用前應按其產品說明書規定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。珩磨管珩磨加工后表面質量好,有利于潤滑油的存儲及油膜的保持,有較高的表面支承率,因而能承受較大載荷,耐磨損,從而提高了產品的使用壽命;加工范圍廣,主要加工各種圓柱形孔,用專用珩磨頭,還可加工圓錐孔、橢圓孔等。


山東濟南企業旺旺珩磨管絎磨管油缸管珩磨管的珩磨工藝及其工藝參數的設置 珩磨管是通過珩磨工藝制作成型的,在對管材進行珩磨的時候,砂條上的磨粒會以一定的壓力、較低的速度對工件表面進行磨削、擠壓和刮擦,使得砂條作旋轉運動和上下往復運動,這樣砂條上的磨粒就會在孔表面所形軌跡成為交叉而不重復的網紋。與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。



液壓機械(濟南市分公司)專業從事 液壓油缸管的生產和制造。公司生產基地位于遼河路燕山路交叉口南500米東首,公司產品研發實力雄厚,生產設備齊全。公司主要產品包括: 液壓油缸管。秉承客戶至上,以誠為本,以信待人的經營理念,追求產品的高質量、高技術以及服務的率、高水準是我們永遠的目標!


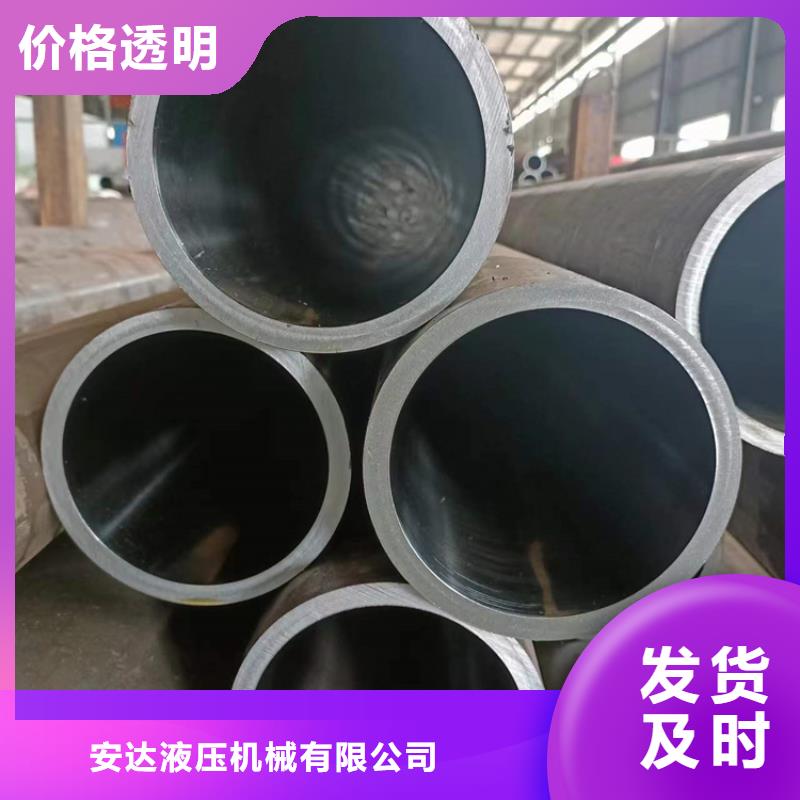
山東濟南珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管


