





市")
市")
市")
市")
市")
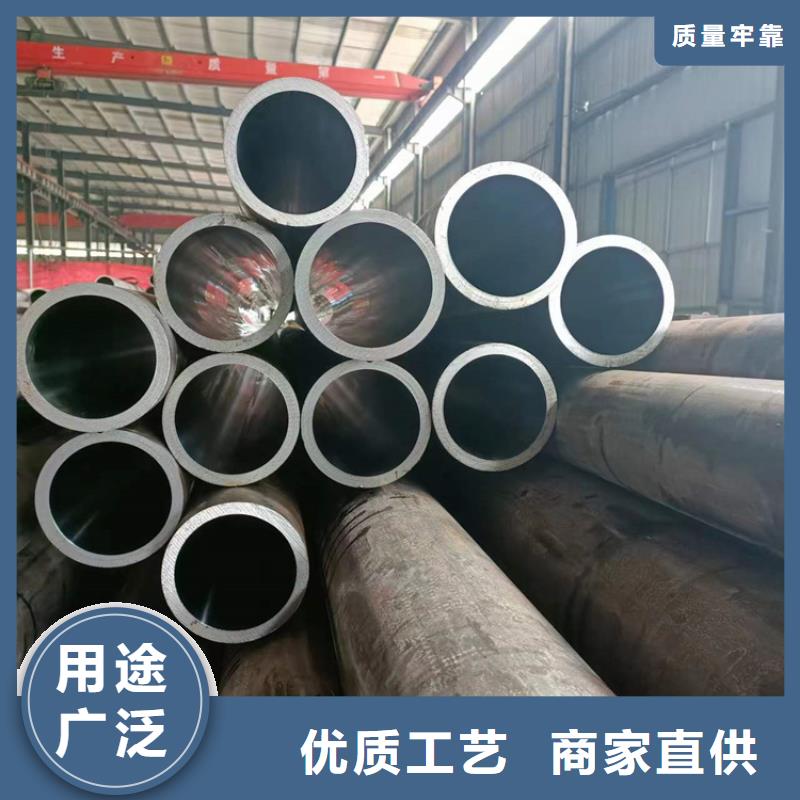
揭陽(yáng)企業(yè)旺旺珩磨管絎磨管油缸管揭陽(yáng)企業(yè)旺旺珩磨管絎磨管油缸管應(yīng)判明優(yōu)質(zhì)精密絎磨管的工作條件和外圍環(huán)境是否正常;同時(shí)還需要弄清楚故障的性質(zhì),是設(shè)備機(jī)械部分或電器控制部分故障,還是優(yōu)質(zhì)精密絎磨管本身的故障?另外,還需檢查清楚優(yōu)質(zhì)精密絎磨管各種條件是否符合正常運(yùn)行的要求。厚壁絎磨管精度高,內(nèi)孔精度H7-H10內(nèi)孔粗糙度小于0.63nm,標(biāo)準(zhǔn)直線度小于0.3mm/m.。大口徑絎磨管,絎磨管廠的檢測(cè)和維護(hù)大口徑絎磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果油缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口徑絎磨管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無(wú)縱向拉痕,并測(cè)量拉痕深度,采取相應(yīng)解決辦法。市")
揭陽(yáng)企業(yè)旺旺珩磨管絎磨管油缸管小口徑絎磨管麻點(diǎn)缺陷處理 在加工之前表面會(huì)有很多的麻點(diǎn),這是影響小口徑絎磨管質(zhì)量的重要因子,要想經(jīng)過(guò)絎磨后獲得質(zhì)量好的液壓油缸管 ,就需要對(duì)這些麻點(diǎn)進(jìn)行修復(fù)。那么,小口徑絎磨管表面缺陷的修復(fù)方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達(dá)到降低麻點(diǎn)深度,減小珩磨磨削余量的目的。2.優(yōu)選熱軋管坯料冷拔管麻點(diǎn)缺陷均是由熱軋管所引起的,所以,通過(guò)選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點(diǎn)缺陷,提高缸筒的成材率。3.熱軋管內(nèi)孔缺陷清理。市")
揭陽(yáng)企業(yè)旺旺珩磨管絎磨管油缸管絎磨管廠家迅速準(zhǔn)確的判斷故障缸是非常重要的。其快速判斷方法是:將裝載機(jī)動(dòng)臂落到底,然后啟動(dòng)發(fā)動(dòng)機(jī)(機(jī)器處于空擋位置),將動(dòng)臂操縱桿置于下降位置,加大油門(mén)根據(jù)松開(kāi)動(dòng)臂缸大腔接口處的漏油情況即可判斷小腔油封的好壞。若大腔接口處漏油比較多,則說(shuō)明該絎磨管封密封不良或油封損壞;若松開(kāi)處接口不漏油可漏油很少,則說(shuō)明該動(dòng)臂缸小腔油封密封性能較好。大腔油封損壞,就會(huì)造成升起的動(dòng)臂自動(dòng)下落,其判斷方法與小腔油封判定方法相反。絎磨管廠家也可用此法來(lái)判斷裝載機(jī)的翻斗缸或轉(zhuǎn)向缸的某一絎磨管油封以及非對(duì)稱式絎磨管筒(如挖掘機(jī)的斗桿缸、鏟斗缸)的某一腔油封的密封情況小口徑絎磨管內(nèi)徑絎磨光潔度多少 市")
揭陽(yáng)企業(yè)旺旺珩磨管絎磨管油缸管鋼市上演了一小波反彈行情,累計(jì)持續(xù)兩周左右。以上海市場(chǎng)為例,大口徑絎磨管現(xiàn)貨價(jià)格從3600元/噸漲至3760元/噸,上漲160元/噸,同一時(shí)間內(nèi)北京市場(chǎng)僅反彈100元/噸。這反映出行情仍受需求預(yù)期驅(qū)動(dòng)較強(qiáng),心理因素起到了一定推動(dòng)作用45#絎磨管滾壓工藝光潔度是效的 油缸是工程機(jī)械主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時(shí)間上對(duì)比:磨削缸體1米大概在1-2天的時(shí)間,滾壓缸體1米大概在10-30分鐘的時(shí)間。投入對(duì)比:磨床或絎磨機(jī)(幾萬(wàn)——幾百萬(wàn)),滾壓刀(1仟——幾萬(wàn))。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強(qiáng)度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說(shuō)明,滾壓工藝是的,能大大提高缸筒的表面質(zhì)量。市")
