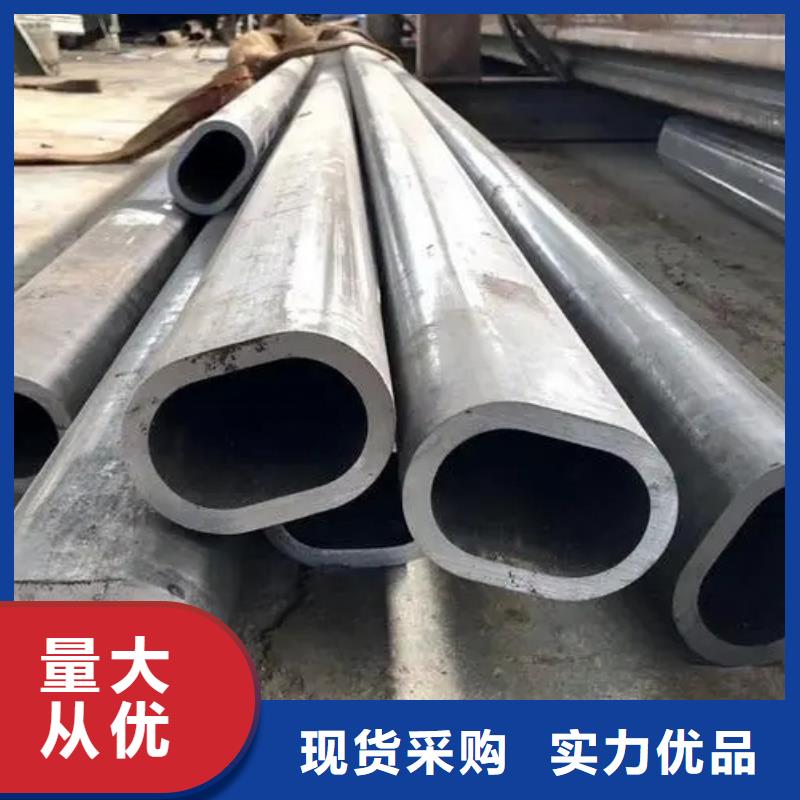
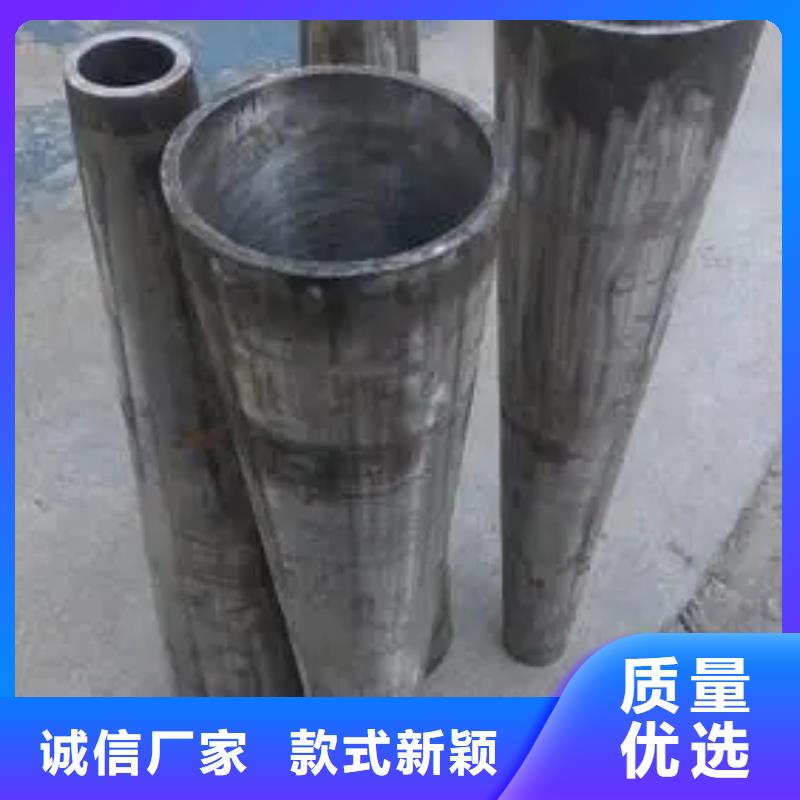
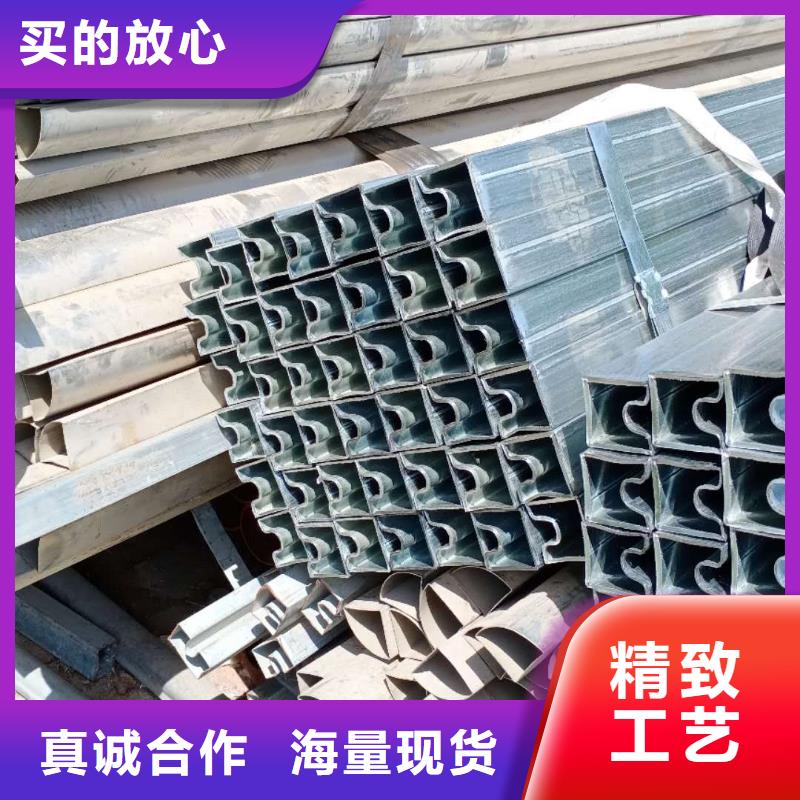
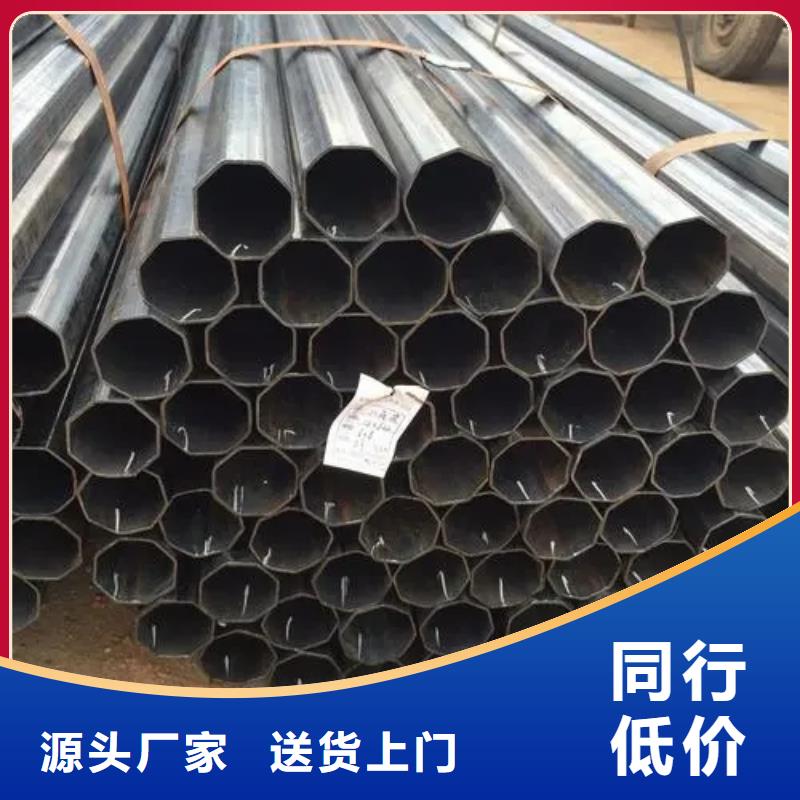







揭陽異型管可分成橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形、凹槽管。
揭陽異型管熱膨脹系數:因溫度變化而引起物質量度元素的變化。
膨脹系數是膨脹-溫度曲線的斜率,瞬時膨脹系數是特定溫度下的斜率,兩個指定的溫度之間的平均斜率是平均熱膨脹系數。
膨脹系數可以用體積或者是長度表示,通常是用長度表示。
揭陽異型管密度:物質的密度是該物質單位體積的質量,單位是kg/m3。
揭陽異型管彈性模量:當施加力于單位長度棱住的兩端能引起物體在長度上的單位變化時,單位面積上所需的力稱為彈性模量。
單位為1b/in3。
揭陽異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
揭陽異型管焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
揭陽異型管為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
揭陽異型管焊接容易受到風的影響,有時微風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。
揭陽異型管采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
揭陽異型管為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
揭陽異型管焊嘴與異型管間的距離以15-25mm為宜。
揭陽異型管管彎曲試驗:在帶槽彎心上將試樣彎曲至規定程度,檢驗異型鋼管承受彎曲塑性變形的能力并顯示其缺陷的試驗;
揭陽異型管管壓扁試驗:將金屬管壓扁至規定尺寸,檢驗其塑性變形能力并顯示其缺陷的試驗;
揭陽異型管管擴口試驗:將規定錐度的頂心壓入金屬管一端,使直徑均勻地擴張至規定尺寸,檢驗異型鋼管徑向擴張塑性變形的能力并顯示其缺陷的試驗。
揭陽異型管一般是使用純氫退火氣氛,氣氛 的純度大于99.99%,如果其他部分是惰性氣體,可得到純度低一點,但不包含太多的氧氣、水蒸氣。
揭陽異型管為了避免呈現微泄漏,煤氣爐維修應堅持氫氣的正壓,維持正常的請求。
揭陽異型管熱處理一般是以固溶熱處理,因為它通常被稱為“退火”,1040- 1120℃溫度范圍(日本標準)。你也可以看看退火爐孔,應白熾狀態退火帶的不銹鋼異形管,但沒有表現出軟化。
揭陽異型管焊劑。利用焊劑進行焊接的工藝有手工焊,橢圓管帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
了解的人士都會知道,揭陽異型管的亮度決定著其品質的高低。這其中的影響因素較多,今天異型鋼管廠家先來說說需要注意的五點退火因素:
揭陽異型管火氣氛
不銹鋼異型管退火一般都是采用純氫作為退火氣氛,氣氛純度更好是99.99%以上,如果氣氛中另一部分是惰性氣體的話,純度也可以低一點,但是 不能含有過多氧氣、水汽;
揭陽異型管保護氣壓力
為了防止出現微漏,爐內保護氣應保持一定的正壓,如果是氫氣保護氣,一般要求20kBar以上;