


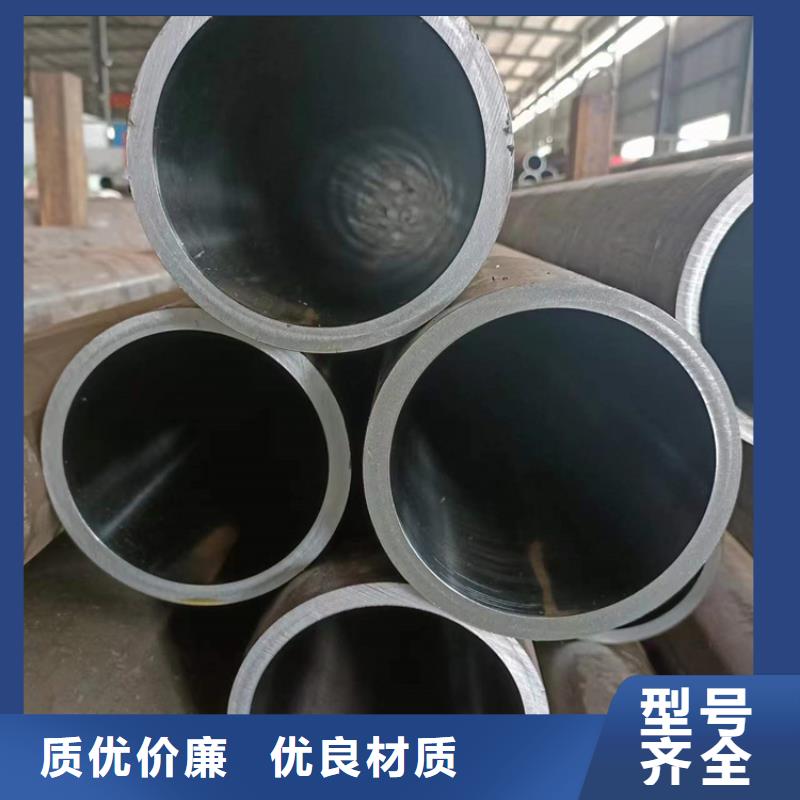



甘肅嘉峪關市不銹鋼絎磨管 <嘉峪關>九冶管業有限公司
熱軋絎磨管后的區別絎磨管用連鑄圓管坯板坯或初軋板坯作原料,珩磨管經步進式加熱爐加熱,高壓水除鱗 入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。要有可能的密封,防止 。免費解答耐磨性好,鍍鉻層隨工藝規范不同,可獲得不同的硬度400~1200HV。 摩擦系數約為鋼與鑄鐵的50%,并有抗粘附性。高品質低價格45#厚壁絎磨管廣泛用于機械 ,這種鋼的機械性能很好。但是這是 種中碳鋼,淬火性能并不好, 45號鋼可以淬硬至HRC42~46。所以如果需要表面硬度,又希望發揮45#鋼優越的機械性能,常將45#鋼表面滲碳淬火,絎磨油缸管與滾壓油缸管的區分及優點 到底有哪些區別,具體分析如下。用鑲嵌在珩磨頭上的油石(也稱珩磨條)對精加工表面進行的精整加工(見切削加工)。珩磨主要用于加工孔徑為5~500毫米或更大的各種圓柱孔,如缸筒、閥孔、連桿孔和箱體孔等,孔深與孔徑之比可達 甚至更大。


但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。
<嘉峪關>九冶管業有限公司 甘肅嘉峪關市不銹鋼絎磨管