

【新品發布,視頻先行!】螺旋管_【Q355D無縫鋼管】廠家銷售產品,等你來探!
以下是:螺旋管_【Q355D無縫鋼管】廠家銷售的圖文介紹

Q235B螺旋管材料化學分析結果:
螺旋鋼管市場需求既快速又不亂增長的趨勢不會根本改變。螺旋鋼管市場能否保持不亂快速發展的樞紐要看需求的變化。宏觀經濟受政策層面的調控,今后會給市場增長速度帶來一定的減慢
主要原料為鐵水加廢鋼,鋼中硫、磷含量高于優質碳素結構鋼,一般硫≤0.050%,磷≤0.045%。由原料帶入鋼中的其他合金元素含量,如鉻、鎳、銅一般不超過0.30%,按成分和性能要求,此類鋼的牌號由Q195,Q215A、B,Q235A、B、C、D,Q255A、B,Q275等鋼級表示。
GB700-88標準中碳素結構鋼Q235按冶金質量分為A、B、C、D四個等級,各等級的鋼種含Si量均為0.3%,區別在于含碳量和硫、磷含量的不同。AB級含碳量為0.14%~0.22%和0.12%~0.20%,CD級含碳量為≦0.18%、≦0.17%,A級的含Mn量小,D級SP含量小。
螺旋鋼管市場需求既快速又不亂增長的趨勢不會根本改變。螺旋鋼管市場能否保持不亂快速發展的樞紐要看需求的變化。宏觀經濟受政策層面的調控,今后會給市場增長速度帶來一定的減慢
主要原料為鐵水加廢鋼,鋼中硫、磷含量高于優質碳素結構鋼,一般硫≤0.050%,磷≤0.045%。由原料帶入鋼中的其他合金元素含量,如鉻、鎳、銅一般不超過0.30%,按成分和性能要求,此類鋼的牌號由Q195,Q215A、B,Q235A、B、C、D,Q255A、B,Q275等鋼級表示。
GB700-88標準中碳素結構鋼Q235按冶金質量分為A、B、C、D四個等級,各等級的鋼種含Si量均為0.3%,區別在于含碳量和硫、磷含量的不同。AB級含碳量為0.14%~0.22%和0.12%~0.20%,CD級含碳量為≦0.18%、≦0.17%,A級的含Mn量小,D級SP含量小。


根據以上特點可知:螺旋焊管發生 時,由于焊縫所受正應力與合成應力比較小, 口一般不會起源于螺旋焊縫處,其性比直縫焊管高。當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。由于徑向應力是存在于鋼管上的 應力,所以焊縫處于垂直應力這一方向時承受 載荷。即直縫承受的載荷 ,環向焊縫承受的載荷小,螺旋縫介于二者之間。靜壓 強度:經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與 壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是 壓力,螺旋焊管均低于直縫焊管。 試驗還顯示出螺旋焊管 口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管, 口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。



公司名稱]銷售(浙江嘉興) 本地 浙江嘉興20G無縫鋼管。均可定尺、加工。公司供應的產品均保證質量,可根據客戶不同需求進行加工等。在技術要求上,可以按照要求生產,本公司生產主要產品有:(浙江嘉興) 本地 浙江嘉興20G無縫鋼管。公司秉承誠信服務、恪守信譽的宗旨,在同等的質量下,保證以z u i低的價格,z u i完善的服務,z u i高的信譽來答謝各界朋友的支持和厚愛,歡迎您的來電、咨詢,我們將竭誠為您服務。


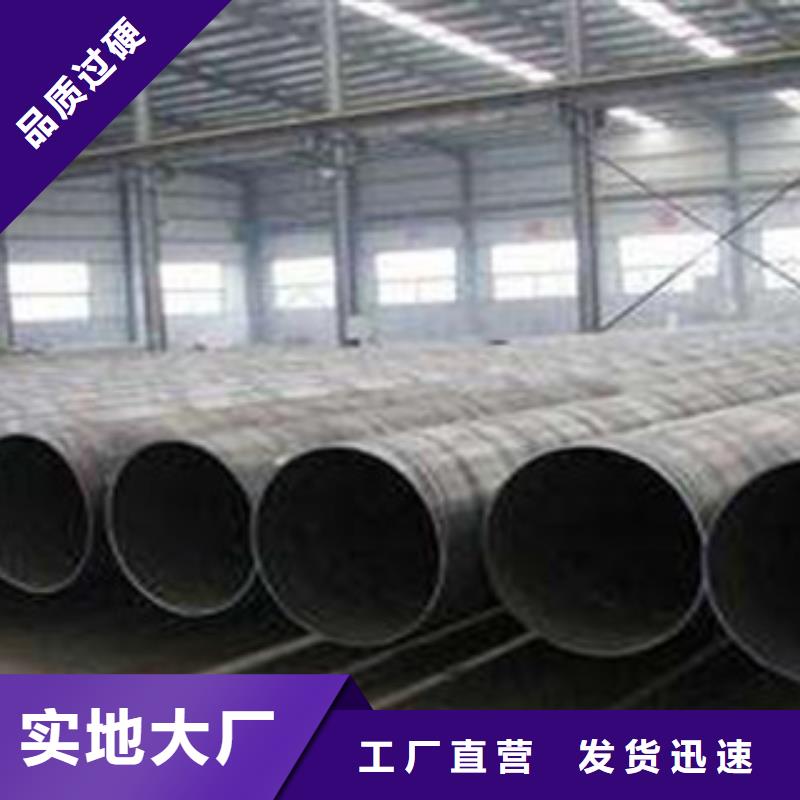
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
生產工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
生產工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。



