

無需繁瑣的文字描述,觀看我們的視頻,讓【螺旋管ND工字鋼專業生產設備】產品一覽無余!
以下是:【螺旋管ND工字鋼專業生產設備】的圖文介紹

1.華爾網Q355B螺旋管鼓脹法 一種是在管內放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把管子鼓成所需要的形狀,波紋管的生產大部分用的是這種方法 。 2.華爾網Q355B螺旋管鍛壓法保溫螺旋鋼管 用型鍛機將管子端部或一部分予以沖伸,使外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。 3.華爾網Q355B螺旋管彎曲成形法 有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個輥,兩個固定輥,一個調整輥,調整固定輥距,成品管件就是彎曲的。 4.華爾網Q355B螺旋管沖壓法 在沖床上用帶錐度的芯子將管端擴到要求的尺寸和形狀。


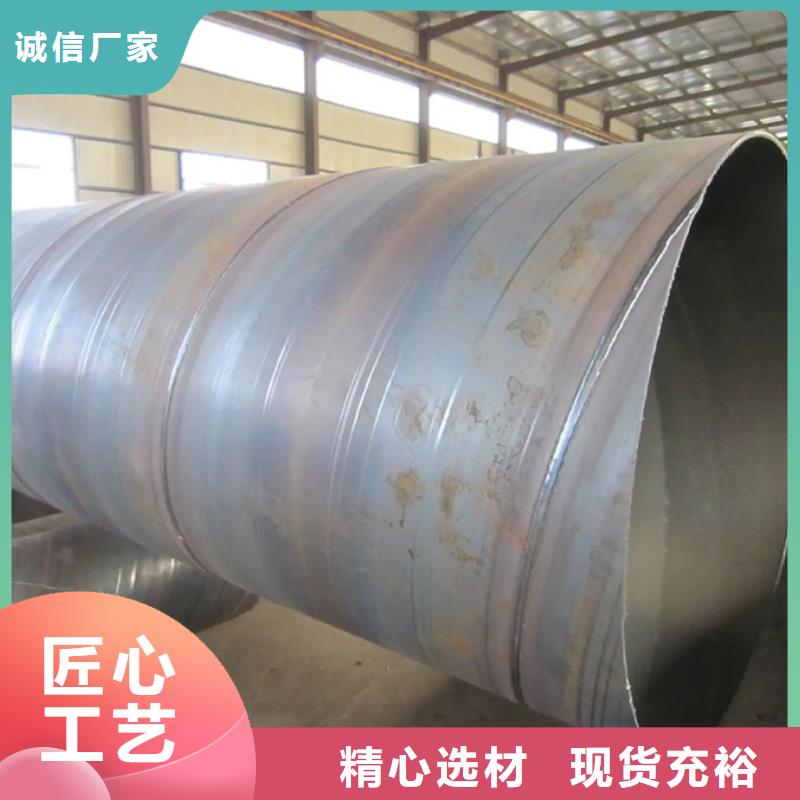
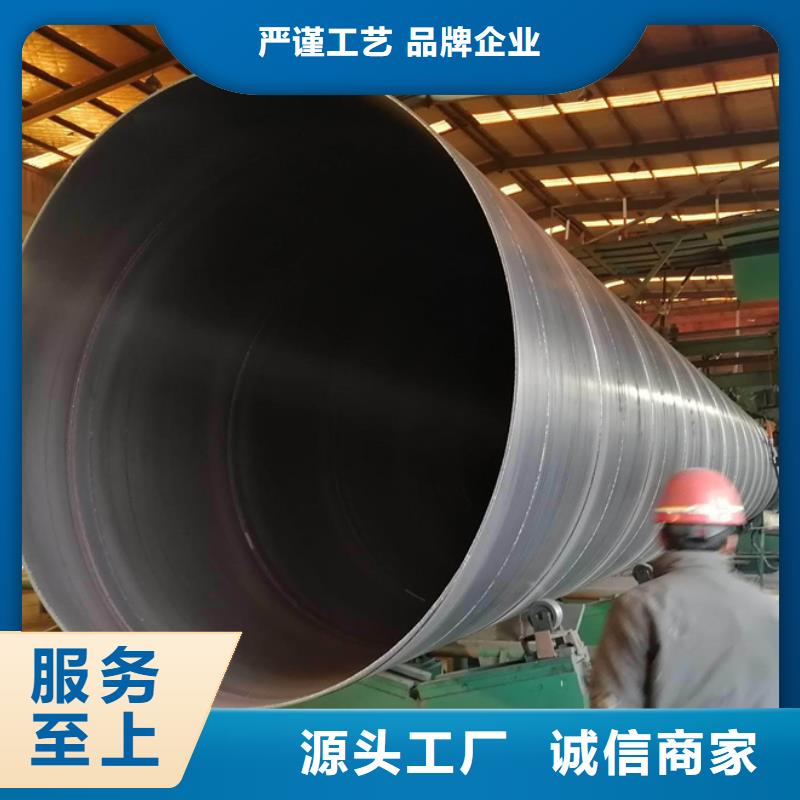
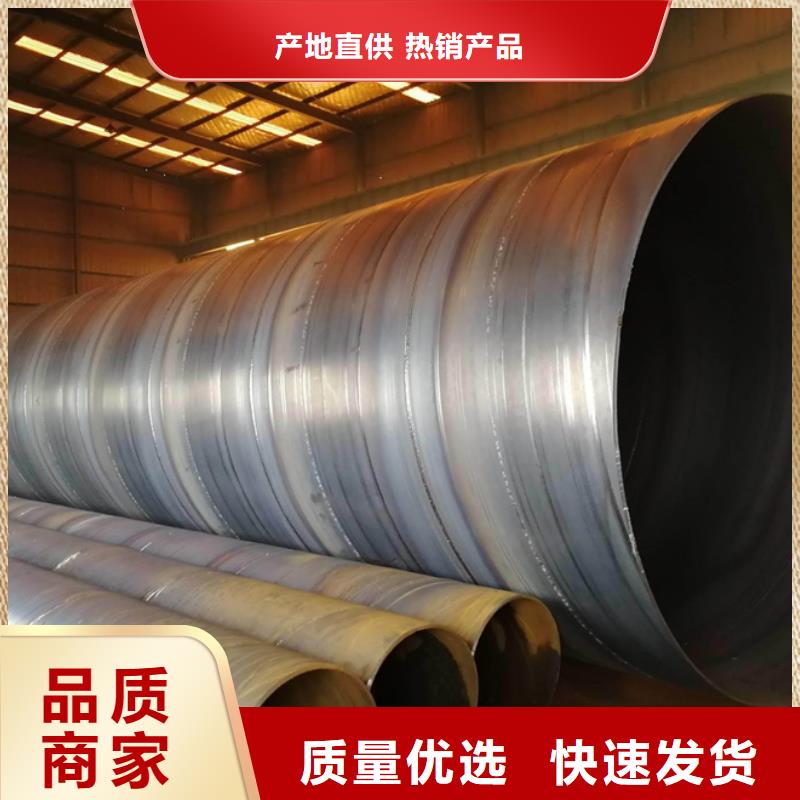
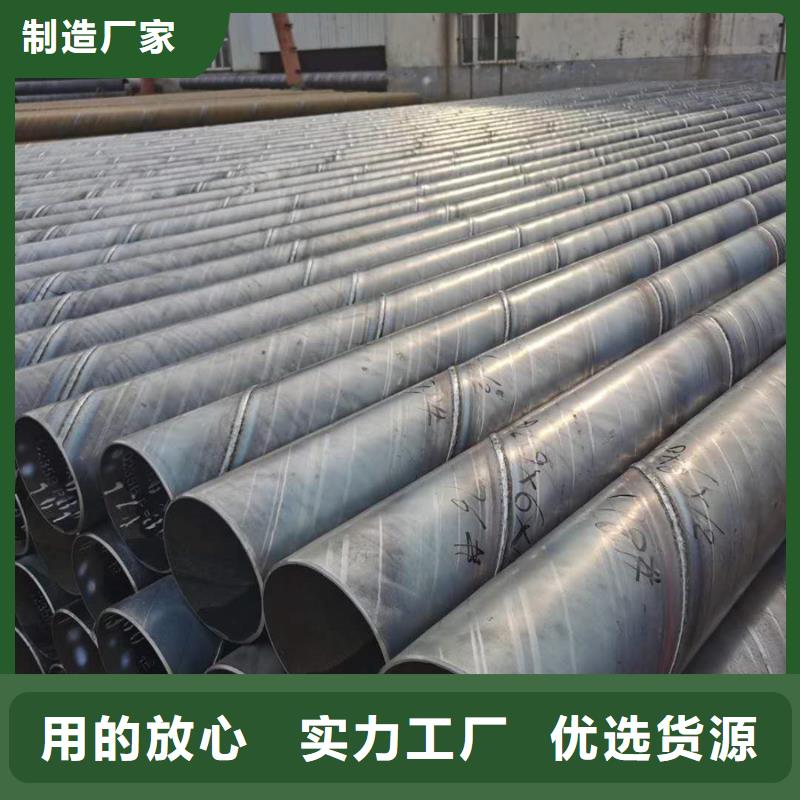
目前針對華爾網大口徑螺旋管市場供求情況有行業分析人表示,我國螺旋鋼管市場需求增長弱化,行業流通集約化程度低,流通成本居高不下,行業風險日益加大。產能過剩態勢相當嚴峻。近年來,為提高雙面埋弧焊螺旋焊管整體技術水平,我國制定一系列產業發展政策。進而推進結構調整,改善產業布局,發展循環經濟,降低物耗能耗,重視環境保護,提高企業綜合競爭力,實現產業升級,以指導廣大螺旋鋼管廠家穩步發展。 華爾網大口徑螺旋管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。



您的需求,是我們創造的動力;您的滿意,給予我們好的回報與獎勵。為了滿足您的需求,我們將不斷地完善,致力優良的 浙江嘉興09CuPCrNiA角鋼產品及完善的售后服務! “真誠合作”、“務實創新”、“貼心服務”、“發展共贏”是蘇滬金屬制品有限公司的承諾,我們愿與各界朋友攜手共進,共創未來。


2)法蘭盤厚度。法蘭盤厚度增加不大時,對法蘭剛度的貢獻并不顯著。由此,基于柔性法蘭設計思路的帶頸對焊法蘭,其法蘭盤厚度按照國內桿塔技術規定的無加勁法蘭的板厚計算即可,取值基本可兼顧性及經濟性如選用剛性法蘭。 華爾網法蘭盤厚度升至柔性盤厚近2倍或更多,其經濟性不合理螺旋管法蘭頸形式,法蘭頸部變坡段采用單坡形式與雙坡形式時的法蘭性能差別不大,但雙坡法蘭的加工比較麻煩,由此會帶來法蘭加工效率的降低以及加工成本的增加。綜合比較,帶頸對焊法蘭頸部采用外側單側變坡的形式H圖836帶頸法蘭頸部變坡段形式。



