
產品詳細介紹
以下是:方矩管低中壓鍋爐管一站式采購商家的產品參數
導讀 方矩管低中壓鍋爐管一站式采購商家,恒永興金屬材料銷售
有限公司為您提供方矩管低中壓鍋爐管一站式采購商家的資訊,聯系人:李經理,電話:022-86869388、18802286588,QQ:554918566,發貨地:天津北辰區雙街鎮京津路西(北方實業發展有限公司內)發貨到浙江省 嘉興市 南湖區、秀洲區、嘉善縣、海鹽縣、海寧市、平湖市、桐鄉市。 浙江省,嘉興市 2022年,嘉興市生產總值(GDP)6739.45億元,比上年增長2.5%。產業增加值144.01億元,增長2.4%;第二產業增加值3719.61億元,增長2.9%;第三產業增加值2875.83億元,增長2.0%。按常住人口,2022年全市人均GDP為121794元。
想要探索方矩管低中壓鍋爐管一站式采購商家的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
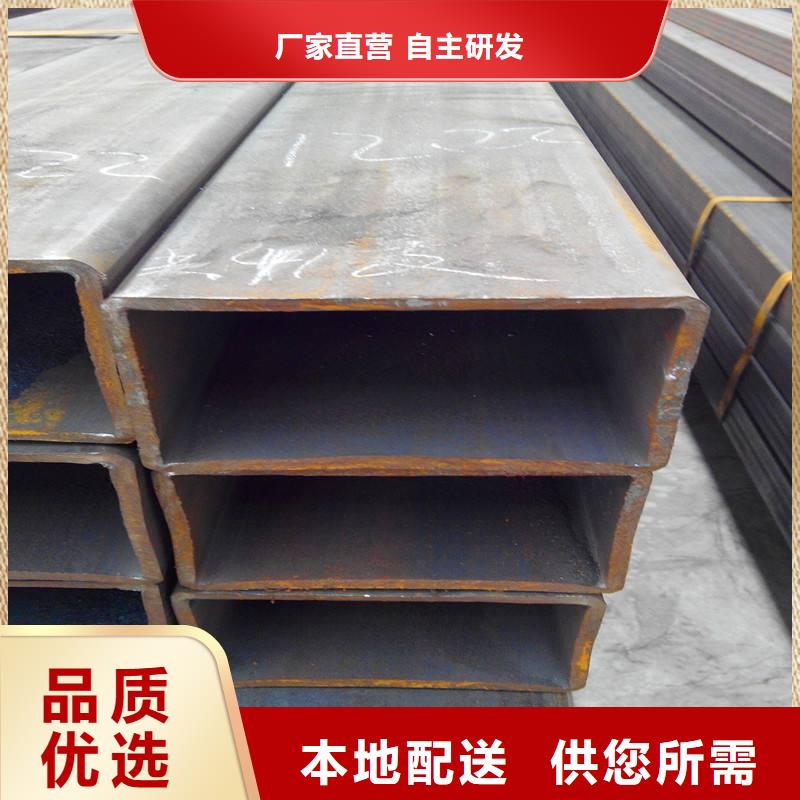
以下是:方矩管低中壓鍋爐管一站式采購商家的圖文介紹
恒永興金屬材料銷售 有限公司是一家專注于 浙江嘉興低中壓鍋爐管的生產、銷售于一體的綜合實體企業。公司成立以來全體員工努力奮斗,逐步發展壯大。 公司擁有高素質的銷售、服務團隊,24小時為您提供貼心的銷售服務與技術支持,讓您購買放心,使用更安心。公司本著“供優質產品、做樣板工程,樹企業形象”的生產、供貨、服務理念,獲得了業主、用戶的廣泛好評,并在上下游同行中樹立了良好的企業形象。恒永興金屬材料銷售 有限公司始終堅持“誠信至上、互惠互利,共同發展,合作共贏”的經營理念,以“質量、技術、服務、誠信、共贏”為立業之本,形成了完善的生產、銷售、服務、售后一站式的企業經營體系。優質的產品,優惠的價格是我們對客戶的回報,高品質的服務是我們對客戶永遠的承諾!公司愿與各行各業進行廣泛的交流與合作。熱忱歡迎業界同仁前來考察、蒞臨指導、洽談業務。


我們已經加工成產品方矩管彎曲時,我們不得不通過一些方法將其矯正。所以為了方矩管曲折,一切方矩管都需求經過冷校直。那么,方矩管如何進行校直呢?下面方矩管廠家給大家介紹一下。 、方矩管曲折是因為軋機調整不妥,軋制時殘留的剩余應力以及因為沿管子截面和長度上冷卻不平等緣由形成的。因而,不行能從軋機直接得到很直的管子,只要通過冷校直管子的曲折度才干滿意技能條件的規則。第二、校直的根本道理即是使方矩管進行彈塑性曲折,由大的曲折度成為小的曲折度,因而鋼管在校直機內有必要遭到重復曲折。而鋼管重復曲折的程度主要由校直機的調整所決議。第三,影響校直質量的要素許多,如方矩管的曲折度,鋼管尺度和材料校直機型式,調整參數等。用途簡介制造錫罐:因錫鍍層性,大量用在與食品及飲料接觸之物件,中 用途就是制造錫罐,其他如廚房用具,食物刀叉,烤箱等。電器及電子工業:因錫容易焊接,導電性良好,廣泛應用在電器及電子需要焊接的零件上。銅線上:改善銅線的焊接性及銅線與絕緣皮之間壁障作用。活性:因錫柔軟,可防止刮傷,作為一種固體潤滑劑。防止鋼氮化。



熱軋方矩管的工藝流程:熱軋方矩管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
方矩管內應力的退火工藝:將小口徑方矩管加熱到一定溫度(通常在相變溫度或再結晶溫度以下),保溫一段時間,然后緩慢冷卻,以各種方矩管內應力的退火工藝。在壓力加工、鑄造、焊接、熱處理、切削加工和其他工藝過程中,制品可能產生內應力。多數情況下,在工藝過程結束后,金屬內部將保留一部分殘余應力。殘余應力可導致工件破裂、變形或尺寸變化,殘余應力也提高金屬化學活性,在殘余拉應力作用下特別容易造成晶間腐蝕破裂。因此,殘余應力將影響小口徑方矩管的使用性能或導致工件過早失效。進行去應力退火時,小口徑方矩管在一定溫度作用下通過內部局部塑性變形(當應力超過該溫度下材料的屈服強度時)或局部的弛豫過程(當應力小于該溫度下材料的屈服強度時)使殘余應力松弛而達到的目的。在去應力退火時,工件一般緩慢加熱至較低溫度(灰口鑄鐵為500~550℃,方矩管為500~650℃,有色金屬合金沖壓件為再結晶開始溫度以下),保持一段時間后,緩慢冷卻,以防止產生新的殘余應力。去應力退火并不能完全方矩管內部的殘余應力,而只是大部分。要使殘余應力徹底,需將小口徑方矩管加熱至更高溫度。在這種條件下,可能會帶來其他組織變化,危及小口徑方矩管的使用性能。
方矩管內應力的退火工藝:將小口徑方矩管加熱到一定溫度(通常在相變溫度或再結晶溫度以下),保溫一段時間,然后緩慢冷卻,以各種方矩管內應力的退火工藝。在壓力加工、鑄造、焊接、熱處理、切削加工和其他工藝過程中,制品可能產生內應力。多數情況下,在工藝過程結束后,金屬內部將保留一部分殘余應力。殘余應力可導致工件破裂、變形或尺寸變化,殘余應力也提高金屬化學活性,在殘余拉應力作用下特別容易造成晶間腐蝕破裂。因此,殘余應力將影響小口徑方矩管的使用性能或導致工件過早失效。進行去應力退火時,小口徑方矩管在一定溫度作用下通過內部局部塑性變形(當應力超過該溫度下材料的屈服強度時)或局部的弛豫過程(當應力小于該溫度下材料的屈服強度時)使殘余應力松弛而達到的目的。在去應力退火時,工件一般緩慢加熱至較低溫度(灰口鑄鐵為500~550℃,方矩管為500~650℃,有色金屬合金沖壓件為再結晶開始溫度以下),保持一段時間后,緩慢冷卻,以防止產生新的殘余應力。去應力退火并不能完全方矩管內部的殘余應力,而只是大部分。要使殘余應力徹底,需將小口徑方矩管加熱至更高溫度。在這種條件下,可能會帶來其他組織變化,危及小口徑方矩管的使用性能。



方矩管眾所周知用途是比較廣泛的。但是它的生產工藝也是許多客戶想了解的。下面小編就給大家簡單介紹一下。方矩管的主要生產程:管坯及坯加熱、管坯的穿孔、鋼管的延伸。方矩管的軋制、鋼管定徑、鋼管減徑、鋼管的冷卻和精整或者可以說是鋼胚的加熱穿孔熱扎酸洗冷拔碳燒切頭噴標包裝成品一種無縫鋼管的制造方法,其特征在于:設置將具有多個軋輥的軋制機座、以互相不同的軋制方向連續配置多臺的芯棒式無縫管軋機,在這樣的制造生產線上對無縫鋼管進行軋制后,在多點上測定軋制后的鋼管圓周方向上的壁厚,根據其測定結果,至少分別控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置,以便使壁厚不均達到小。一般高壓合金管用普通碳素鋼、優質碳素鋼、普通低合金鋼和合金結構鋼制造,用于制作輸送液體管道或制作結構、零件用。方矩管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,方矩管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭彈簧(橡膠套)必須套進接頭處,是保護接頭處與方矩管的脆弱處,也可避免收管時成90度或180度的折損,而產生使用時容易爆管或漏劑之情形。在 次使用時一定要先試水壓,檢查是否有異狀,如大肚子,爆管,漏劑,以上這些如果沒發生就表示一切正常,如果有異常現象,這根方矩管不能使用,并嚴禁使用,應該退回銷售商或售貨公司。方矩管正常的工作壓為:0――12000PSI為了施工者的嚴禁超過此范圍,而且必須頭戴安面具、全帽,以及工作服以防萬一,因為每一種產品沒有 性的,它牽涉到操作人員的技術、使用時間、產品的壽命,及機器的穩定性。一條方矩管雖然沒破并不代表它是好的,用久了,時間放長了,會老化,耐壓性就會降低,當然性就降低了,那就該換新的。


方矩管在加工的過程中要不斷的進行折彎,但是由于折彎性要求鋼管必須非常柔軟,我們方矩管廠會在方矩管生產的過程中加入適當的氧化鈉,這種化學物品就是對鋼管之類的管子在退火的時候幫助彎曲,增加柔韌和靈活性。這樣退貨完成,才能進行機器折彎。但是折彎操作也是要分時候的, 在溫度比較高的中午進行。那么具體的我們大家可以看一下介紹! ,方矩管如何進行切斷1.方矩管切斷以及沖壓:由于方矩管比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙準確時才能不發生切變不良和加工硬化, 采用等離子或激光切斷。2.當不得不采用氣割或電弧切斷時,方矩管加工焊接之前應徹底除掉有害于焊接的銹、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用方矩管刷。方矩管如何進行折彎處理第二,方矩管怎樣進行折彎1.焊完以后,為了防止局部腐蝕或強度下降,應對表面進行折彎處理或清洗。對熱影響區進行折彎以及必要進行熱處理。方矩管加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的,2.厚板沿壓延方向時給2倍板厚半徑,與壓延垂直方向彎曲時給4倍板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區進行表面折彎



總結 選購方矩管低中壓鍋爐管一站式采購商家來浙江省嘉興市找恒永興金屬材料銷售
有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-18802286588,{QQ:554918566},地址:[北辰區雙街鎮京津路西(北方實業發展有限公司內)]。