


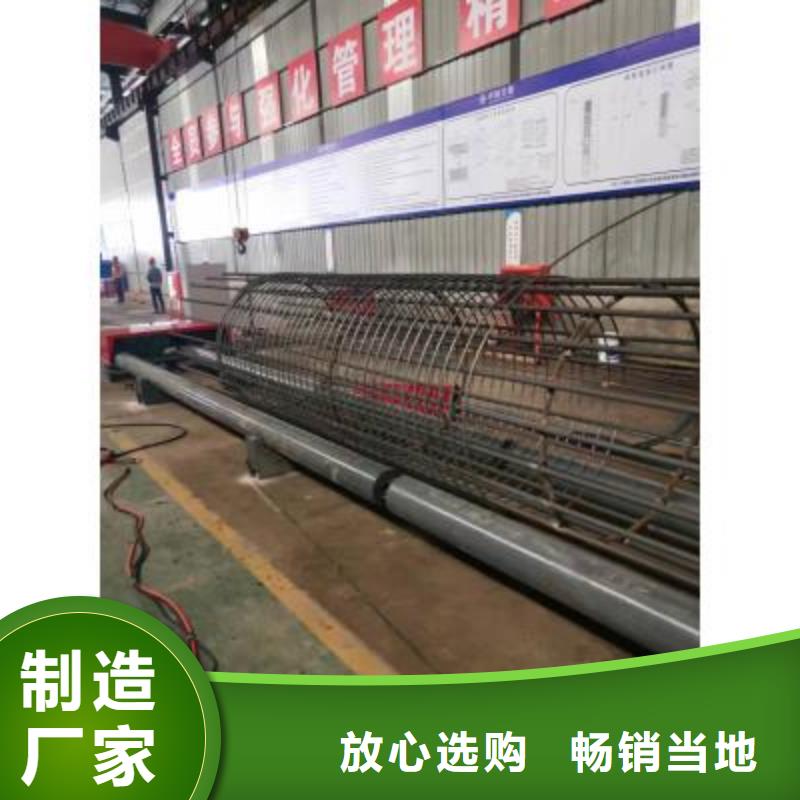

產品特點:自動送線機構,可在線調整間距,誤差小,成型質量高。自動焊接,焊點,減輕勞動強度。變頻控制拖籠機構,行走精度高。自動拖籠設計,避免焊接過程中因籠子自重導致其彎曲變形。自動上料裝置,加快上料速度,提率。模板采用模板環加導管組合,可快速更換籠子直徑和變幻籠子主筋根數。平立輥式矯直裝置,矯直效果好,壽命長。控制系統:松下PLC、松下觸摸屏、ABB變頻器。嘉興鋼筋籠繞筋機定義:嘉興鋼筋籠繞筋機是一款具有先進數控系統的裝機用鋼筋籠自動化加工裝備。嘉興鋼筋籠繞筋機也有些人稱之為鋼筋籠成型機、鋼筋滾籠機、滾焊機等,其實都是同一款產品。三、嘉興鋼筋籠繞筋機加工鋼筋籠的精度保障:由于鋼筋籠對于箍筋之間的間距精度要求非常高 所以一般的傳統制作鋼筋籠方式很難滿足現代化施工要求。而建貿生產的數控嘉興鋼筋籠繞筋機,是在工業PLC上設定間距參數,由PLC控制行走于旋轉變頻電機的轉速。從而有效保證其加工出來的產品質量。
<嘉興>建貿機械設備有限公司 嘉興鋼筋籠繞筋機操作規程廠家供應

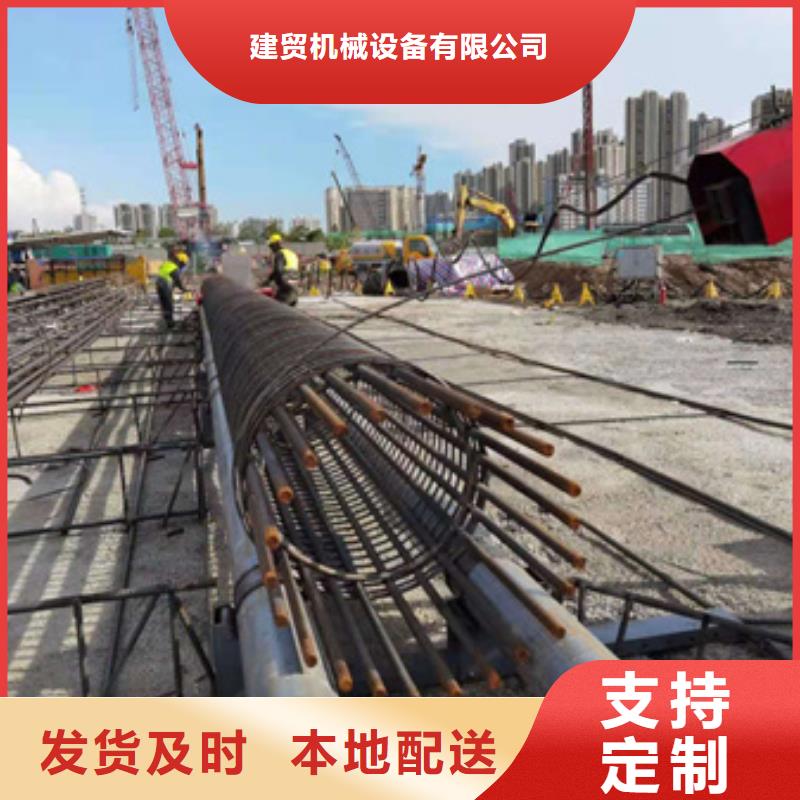
鋼筋籠繞筋機2)拉筋系統
牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。
3)電極系統
氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。
2、焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。
1)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。
2)焊接控制主回路系統:
主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
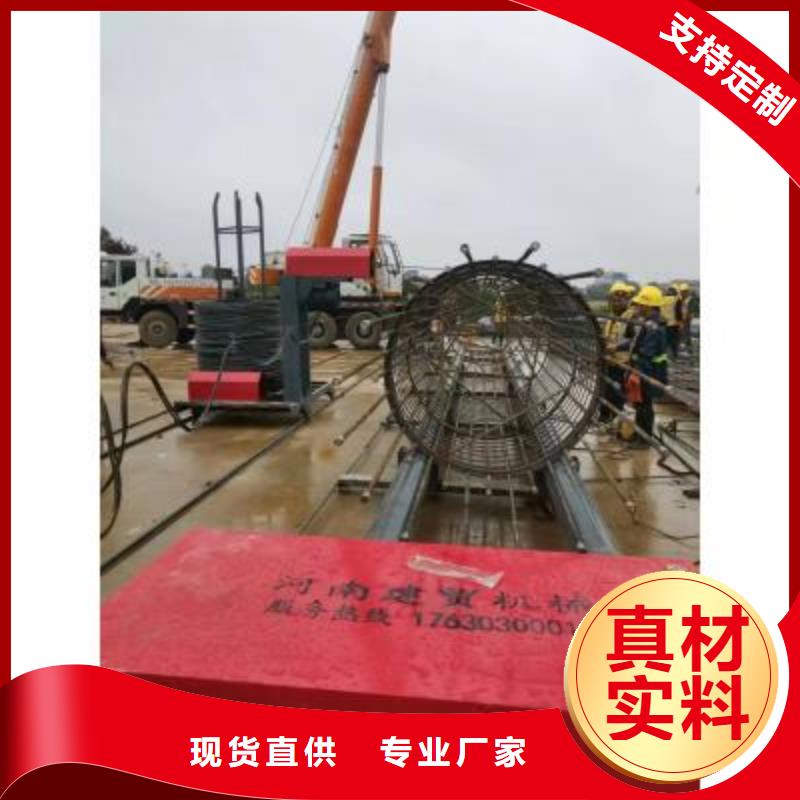
(鋼筋籠的主筋通過人工穿過固定旋轉盤相應模板圓孔至移動旋轉盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉盤及移動旋轉盤轉動把繞筋纏繞在主筋上(移動盤是一邊旋轉一邊后移),同時進行焊接,從而形成產品鋼筋籠---這就是鉆孔灌注樁鋼筋籠滾焊機即“鋼筋籠成型機”的工作原理.是在PLC上設定間距參數,由PLC控制的,實際是二盤的轉速和行走的速度決定的,只要轉速及行走穩定,間距的穩定性就有保證,這方面從技術上不存在任何問題。
鋼筋籠繞筋機2008年在國內市場推出的全自動鋼筋籠滾焊機,結束了手工綁扎籠子的歷史,并獲得了 一級工法,目前在國內的重點工程中已普遍采用了這種作業方式。公司多個創新產品其技術含量和市場價值都非常高,為公司的發展奠定了堅實的基礎。管理是公司 核心競爭力,管理的核心是人才,公司培養的管理人才層出不窮,在不同崗位上發揮了重要的作用,實行的現代企業管理模式,在企業管理上采用了OA、ERP、CRM、MERP等科學管理軟件,促進了企業管理的現代化、科學化,以快的速度滿足客戶的需求。

