



按生產方式方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等,
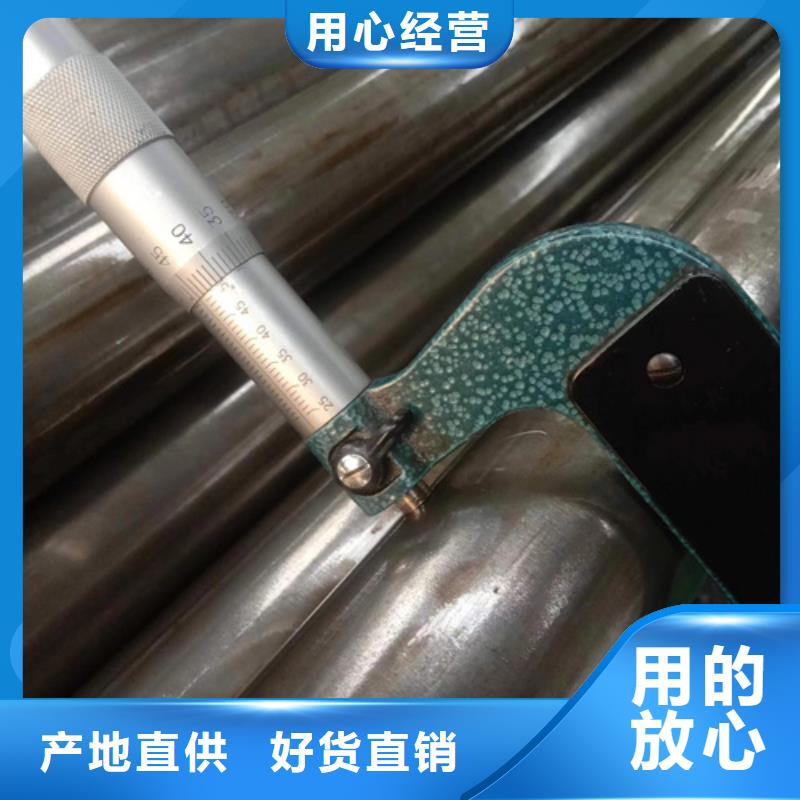
熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷截成所需長度, 在管坯穿孔端端面上定心 然后送往加熱爐加熱 在穿孔機上穿孔 在穿孔同時不斷旋轉和前進, 在軋輥和頂頭的作用下, 管坯內部逐漸形成空腔稱毛管, 再送至自動軋管機上繼續軋制 經均整機均整壁厚, 經定徑(減徑)機定徑, 達到規格要求, 利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法, 若欲獲得尺寸更小和質量更好的無縫管, 必須采用冷軋 冷拔或者兩者聯合的方法冷軋通常在二輥式軋機上進行, 鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制, 冷拔通常在單鏈式或雙鏈式冷拔機上進行 擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動, 使擠壓件從較小的模孔中擠出, 此法可生產直徑較小的鋼管。

十多年來,<嘉興>通圓鋼管制造有限公司憑借雄厚的技術力量,豐富的施工經驗,嚴密科學的管理體系,承建了眾多標志性嘉興精密光亮管工程,贏得了新老客戶的贊揚和肯定,在同行業中享有很高和良好的信譽。

