





<焦作>鵬鑫鋼鐵
焦作2.5寸鍍鋅管現貨直供

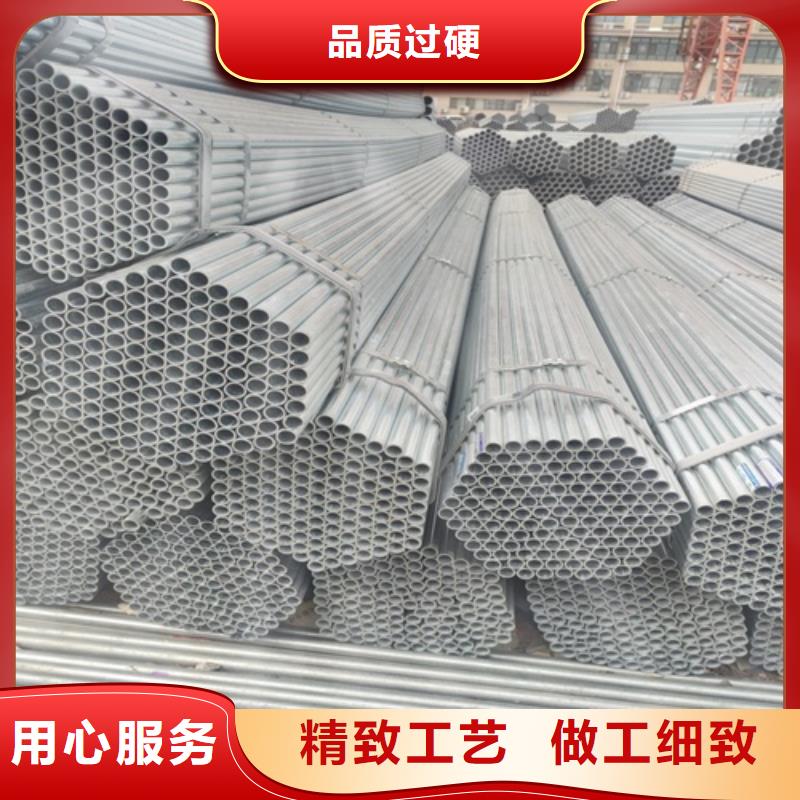
焦作鍍鋅鋼管的防銹方式 組份環氧涂料防腐蝕特性出色,在耐用性、耐磨性能、沖擊韌性等領域均有顯著的優勢,與傳統的的溶劑型涂料對比具備邊沿附著性好、不容易造成裂痕、工程施工率、工程施工的系數更強等特性,使組份環氧涂料愈來愈廣泛運用于大中型鍍鋅鋼管的防腐蝕。現階段,針對大中型鍍鋅鋼管無溶劑涂料噴涂工程施工大多選用人力噴涂的方法,防腐蝕層品質無法得到確保,率低,鍍層干固所需時間長,需占據很多場所。對于這樣的事情,產品研發出了大中型鍍鋅鋼管組份環氧樹脂鍍層全自動噴涂技術性。 1、大中型鍍鋅管組份環氧樹脂鍍層全自動噴涂技術性選用熱干固技術性、建筑涂料加溫技術性,應用組份份自動噴涂設備噴漆組份環氧涂料,防腐蝕鍍層的總體防腐蝕功能和生產效率,減少員工的勞動效率。 2、選用大中型鍍鋅鋼管組份環氧樹脂鍍層全自動噴涂技術性,可全天工程施工不會受到條件限定,鍍層一次涂膜厚,干固時間快。 3、大中型鍍鋅鋼管組份環氧樹脂鍍層全自動噴涂技術性,自動化技術水平高,漆層勻稱,薄厚誤差小。



焦作鍍鋅鋼管的應用小技巧 焦作鍍鋅管,又稱鍍鋅鋼管,分為熱浸鍍鋅和磷化處理,熱浸鍍鋅熱鍍鋅層厚,具有鍍層均勻、附著力強、使用壽命長等優點。磷化時間處理技術低成本,表層文化并不是很光潔,其自身的耐蝕性定壓比熱鍍鋅管差許多。 焊接技巧:焊接時,盡量使鋅層熔化和氣化,蒸發和逃逸焊接,可大大減少鋅液在焊接中的殘留。 電焊焊接鍍鋅管的那時候常有什么小竅門 鍍鋅鋼管電焊焊接特性剖析 焦作鍍鋅鋼管一般在高碳鋼外鍍一層鋅,熱浸鍍鋅層一般厚20um。鋅的熔點約為419 ° C和908 ° C。在電焊進行焊接中,鋅熔化成液體浮在溶池表層信息或在不同焊接根處部位。鋅在鐵中具有很強的固溶性,液態鋅會沿晶界深度腐蝕焊接金屬材料,低熔點鋅會產生“液態金屬材料的脆性裂紋”。 鋅與鐵可產生影響金屬結構材料間延性化學研究物質,這種延性相使焊接金屬進行材料具有塑性變形可以減少,在拉地應力功效下而造成裂痕。 如果角焊縫通過電焊焊接,則T型接頭中角焊縫很容易產生穿透裂紋。鍍鋅鋼管電焊進行焊接時,焊縫金屬表層及邊沿處的鋅層,在電孤熱功效下,造成環境空氣通過氧化、熔融、揮發以致揮傳出乳白色粉塵和蒸氣,非常簡單容易發展造成影響焊接出氣孔。
焦作2.5寸鍍鋅管現貨直供
 <焦作>鵬鑫鋼鐵
<焦作>鵬鑫鋼鐵
