
您可能對焦作本地以下產品新聞也感興趣
更新時間:2025-01-22 20:12:39 瀏覽次數:6 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 品牌 | 河南建貿 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |



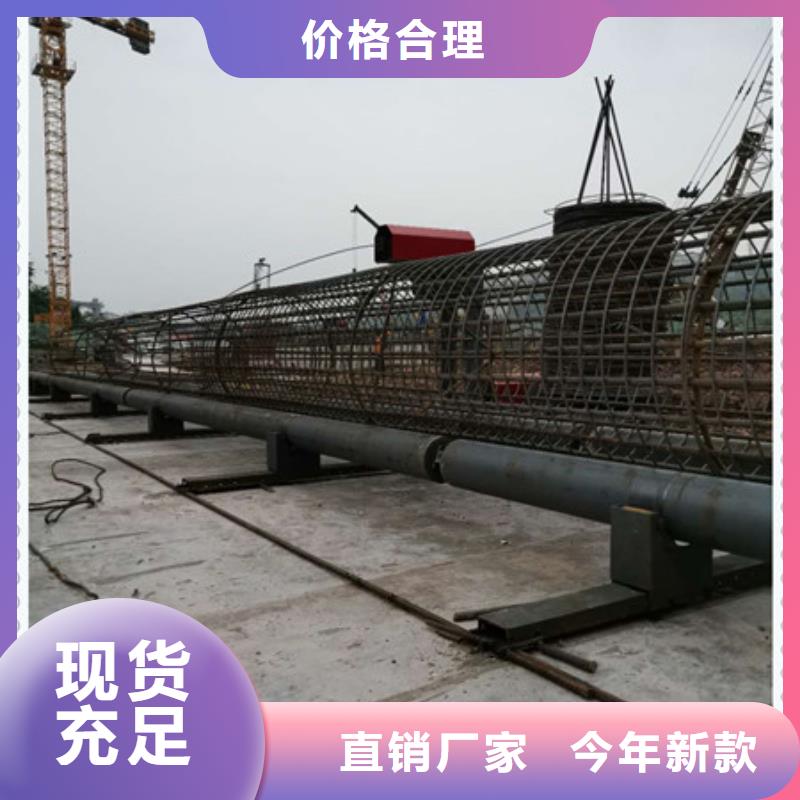



自動鋼筋滾籠機的維護做好設備的日常維護和保養是保證設備正常運行,延長使用壽命的重要環節,不可忽視,主要內容如下:(1)保持設備清潔。每日設備主驅動輪托輪、電極導桿、焊接電極上的飛濺物,臟物及灰塵。(2)每日檢查各運動部件的潤滑,尤其是變徑滑板,電極導桿和變徑絲杠,必須每日潤滑。(3)每日檢查電極工作面的磨損情況,如發現焊接電極溝槽過深或粘附嚴重,應立即修復或更換。(4)每日檢查中心軸兩端法蘭、變徑系統軸承座、限位輪緊固螺栓的緊固情況,如發現松動,立即緊固。繞筋機(5)每日檢查水路冷卻系統是否暢通,有無漏水現象,冬季工作完畢,必須每日吹干管路中殘余冷卻水,以免造成設備損壞,夏季冷卻水流量過大時,會引起電極板表面結露現象,導致絕緣下降,這時應除去結露,并調節冷卻水量,以不結露為準。
繞筋機主機;含機架底座膠輥傳動等。膠輥帶動鋼筋籠轉動,按圖紙設計間距,配合小車纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。鋼筋籠起吊時,要求吊車司機操作準確平穩,對準樁位。焊完一節主箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。 質量穩定機械化作業不受人為因素影響,長時間工作可穩定質量不變。適合各種主筋箍筋數量形式型號大小長度的設計要求,不會因設備功能而影響鋼筋籠設計或不能上機生產。轉運便捷組合式設計使搬運安裝生產等不依賴起重設備,適應工廠化大批量固定生產和施工現場分散的機業。功耗低總功率不到KW同步工作不到KW節能而且不影響總電容的配比。流水線形式施工不受各工序影響,不間斷完成主筋箍筋焊接成型繞筋施焊等全部。
建貿機械設備有限公司
繞筋機數控機床鋼筋籠滾焊機(別稱自動式鋼筋籠滾焊機,灌注樁自動成形機等),替代人工加工、將復雜且人工無法操作的制作工藝系統化,灌注樁制作中在人工輔助基礎上實現主筋送料、箍筋矯直盤繞、箍筋與主筋電焊焊接等工藝流程自動完成的自動化技術生產武器裝備,極大加工效率和產品質量,且較老產品優化了多個重要結構,使其更加合理且成本大幅度降低,設備更有競爭能力。 固定回旋轉、移動盤部分走動及轉動、由一臺 plc 和 3 臺軟啟動器來設置, 要求電機同歩,保證了制成品狗籠的整體尺寸;可完成樁基礎直徑 400毫米-3000毫米 樁基礎單主筋單箍筋、雙箍筋單主筋,以及雙主筋雙箍筋的電焊焊接工作;
焦作鋼筋籠滾籠機、鋼筋籠滾籠機廠家直銷-本地企業 25864
jmc
25864
jmc
鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網等一系列過程。繞筋機鋼筋籠成型機的作用就是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,減少了各個環節間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為鋼筋籠的集中制作、統一配送提供了奠定了良好的技術和物質基礎。同時,鋼筋籠成型機的使用將大大的減輕操作人員的勞動強度,為施工單位創造良好的經濟效益和社會效益。鋼筋籠成型機的使用,開創了鋼筋籠加工的新局面,是今后鋼筋籠加工的發展方向。鋼筋籠成型機是在手工焊制的基礎上開發出的新型鋼筋加工設備,吸收了目前同類鋼筋籠成型機的優點,采用了仿真技術和數控技術,鋼筋籠成型機自動化程度高,加工成型速度快。與普通人工成型方式相比,是傳統人工制作的3~4倍。工作效率高。
3、對于高硬度以及低合金鋼筋來說,需要按照機械銘牌所規定的限制直徑,并且對芯軸進行相應的調換。4、彎曲鋼筋的作業半徑之內,與機身沒有設置固定的一側,不允許站人,已經彎曲好的半成品應當堆放整齊,彎鉤禁止向上。5、轉盤換向不得在機器尚未停穩的時候進行。以上就是鋼筋籠繞絲機在使用過程中需要禁止的一些事項,鋼筋彎箍機操作完成之后都要對現場進行清理,對機械進行必要的保養,注意要斷電鎖箱。鋼筋籠滾焊機設備有哪些?繞筋機鋼筋籠滾焊機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因限制滾盤從兩面接近工件時,可以采用單面滾焊。


